Авторы: Robin Alastair Amy, Guglielmo S. Aglietti (E-mail: gsa@soton.ac.uk), and Guy Richardson
Места работы авторов: Astronautical Research Group, University of Southampton, School of Engineering Sciences, Southampton, UK
Surrey Satellite Technology Limited, Guildford, Surrey, UK
Copyright 2009 Hindawi Publishing Corporation. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
Аннотация. В будущем предполагается, что все современное электронное оборудование будет иметь всё возрастающую функциональность, сохраняя при этом способность выдерживать ударные и вибрационные нагрузки. Процесс прогнозирования надежности затрудняется из-за сложных характеристик откликов и отказов электронного оборудования, поэтому существующие в настоящее время методы являются компромиссом между точностью расчетов и их стоимостью.
Достоверное и быстрое прогнозирование надежности электронного оборудования при его эксплуатации с динамическими нагрузками является очень важным для промышленности. В данной статье показываются проблемы при прогнозировании надежности электронного оборудования, замедляющие получение результатов. Следует учитывать также, что модель для расчета надежности обычно строится с учетом широкого диапазона конфигураций оборудования для целого ряда однотипных компонентов. Четыре класса методов прогнозирования надежности (справочные методы, тестовые данные, экспериментальные данные и моделирование физических причин отказа − физика отказа) сравниваются в данной статье для выбора возможности применения того или иного метода. Отмечается, что большинство отказов в электронном оборудовании вызываются тепловыми нагрузками, однако в настоящем обзоре основное внимание уделяется отказам, вызванным ударом и вибрацией при эксплуатации.
![[Перевод — recovery mode ] Анализ надежности электронного оборудования, подвергнутого удару и вибрации — обзор](https://habrastorage.org/webt/ko/fu/fv/kofufvgaxoaz4mqj5jlcecikhoa.jpeg "[Перевод — recovery mode ] Анализ надежности электронного оборудования, подвергнутого удару и вибрации — обзор")
Примечание переводчика. Статья является обзором литературы по указанной тематитике. Несмотря на свой относительно большой возраст, служит отличным введением в проблему оценки надежности различными методами.
1. Терминология.
BGA Ball Grid Array.
DIP Dual In-line Processor, sometimes known as Dual In-line Package.
FE Finite Element.
PGA Pin Grid Array.
PCB Printed Circuit Board, sometimes known as a PWB (Printed Wiring Board).
PLCC Plastic Leaded Chip Carrier.
PTH Plated Through Hole, sometimes known as Pin Through Hole.
QFP Quad Flat Pack — also known as gull wing.
SMA Shape Memory Alloys.
SMT Surface Mount Technology.
Примечание авторов оригинала: В данной статье термин «компонент» относится к конкретному электронному устройству, которое может быть припаяно к печатной плате, термин «пакет» − к любому компоненту интегральной схемы (как правило, к любому компоненту SMT или DIP). Термин «прикрепленный компонент» относится к любой комбинированной печатной плате или компонентной системе, при этом подчеркивается, что у прикрепленных компонентов свои собственные масса и жесткость.
2. Постановка задачи.
Ударные и вибрационные нагрузки, накладываемые на печатную плату, вызывают напряжения на подложке печатной платы, пакетах компонентов, проводниках компонентов и паяных соединениях. Эти напряжения обусловлены сочетанием изгибающих моментов в печатной плате и инерции массы компонента. В худшем случае эти напряжения могут вызвать один из следующих режимов разрушения: расслоение печатной платы, разрушение паяного соединения, разрушение свинца или разрушение пакета компонентов. Если какой-либо один из этих режимов разрушения произошел, то скорее всего, последует полный отказ устройства. Режим разрушения, испытываемый в процессе эксплуатации, зависит от типа упаковки, свойств печатной платы, а также от частоты и амплитуды изгибающих моментов и сил инерции. Медленный прогресс в анализе надежности электронного оборудования обусловлен многочисленными комбинациями входных факторов и видов отказов, которые необходимо учитывать.
В остальной части этого раздела мы попытаемся объяснить сложность одновременного рассмотрения различных входных факторов.
Первым осложняющим фактором, который следует учитывать, является большой диапазон типов пакетов, доступных в современной электронике, так как каждый пакет может иметь отказы по разным причинам. Тяжелые компоненты являются более восприимчивыми к инерционным нагрузкам, в то время как отклик компонентов SMT больше зависит от кривизны печатной платы. В результате из-за этих базовых различий такие типы компонентов имеют в значительной степени различающиеся критерии отказов, зависящих от массы или размеров. Эта проблема еще более усугубляется постоянным появлением новых компонентов, доступных на рынке. Следовательно, любой предлагаемый метод прогнозирования надежности должен адаптироваться к новым компонентам, чтобы в дальнейшем иметь какое-либо практическое применение. Отклик печатной платы на вибрацию определяется жесткостью и массой компонентов, влияющих на локальную реакцию печатной платы. Известно, что самые тяжелые или крупные компоненты значительно изменяют реакцию платы на вибрацию в местах своей установки. Механические свойства печатной платы (модуль Юнга и толщина) могут влиять на надежность сложно предсказуемым образом. Более жесткая печатная плата может уменьшить общее время отклика печатной платы при нагрузке, но в то же время, могут фактически локально увеличиться изгибающие моменты, прикладываемые к компонентам (Кроме того, с точки зрения термически индуцированных отказов на самом деле предпочтительнее указать более совместимую печатную плату, поскольку это уменьшает тепловые напряжения, накладываемые на упаковку — прим. авт.). Частота и амплитуда локальных изгибающих моментов и инерционных нагрузок, наложенных на пакет, также влияют на наиболее вероятный режим разрушения. Высокочастотные низкоамплитудные нагрузки могут привести к усталостным разрушениям конструкции, что может явиться основной причиной отказа( низкая/высокая циклическая усталость, LCF относится к отказам, в которых преобладает пластическая деформация (N_f < 10^6 ), в то время как HCF обозначает отказы упругой деформации, обычно (N_f > 10^6 ) к отказу [56] -прим. авт.) Окончательное расположение элементов на печатной плате будет определять причину отказа, который может произойти из-за напряжения в отдельном компоненте, вызванного инерционной нагрузкой или локальными изгибающими моментами. Наконец, надо учесть влияние человеческого фактора и производственных особенностей, что увеличивает вероятность появления отказа оборудования. При рассмотрении значительного количества входных факторов и их сложного взаимодействия становится понятным, почему до сих пор не создан эффективный метод прогнозирования надежности радиоэлектронной аппаратуры. Один из рекомендуемых авторами обзоров литературы по этому вопросу представлен в IEEE [26]. Однако, этот обзор фокусируется главным образом на достаточно широких классификациях моделей надежности, таких как метод прогнозирования надежности по справочно-нормативной литературе, экспериментальным данным, компьютерному моделированию условий отказа(Physics-of-Failure Reliability (PoF)), и не затрагивает достаточно подробно отказы, вызванные ударом и вибрацией. Фуше и др. [17] следуют аналогичной схеме обзора IEEE, поскольку существенный акцент делается на тепловых отказах. Предыдущая краткость анализа методов PoF, особенно применительно к ударным и вибрационным отказам, заслуживает их дальнейшего рассмотрения. Обзор, подобный IEEE, находится в процессе компиляции AIAA, но, пока объем этого обзора неизвестен.
3. Эволюция методов прогнозирования надежности.
Cамый ранний метод прогнозирования надежности, разработанный в 1960-х годах, в настоящее время описан в MIL-HDBK-217F [44] (Mil-Hdbk-217F является последней и окончательной редакцией метода, выпущенной в 1995 году — прим. авт.) Используя этот метод при помощи базы данных отказов электронного оборудования, получают средний срок службы печатной платы, состоящей из определенных компонентов. Данный метод известен как метод прогнозирования надежности по справочно-нормативной литературе. Несмотря на то, что Mil-Hdbk-217F становится все более устаревшим, справочный метод все еще используется сегодня. Ограничения и неточности данного метода были хорошо документированы [42,50], что привело к разработке трех классов альтернативных методов: компьютерному моделированию физических условий отказа (PoF), экспериментальным данным и данным натурных испытаний.
Методы PoF прогнозируют надежность аналитически, не прибегая к использованию собранных ранее данных. Все методы PoF имеют две общие характеристики классического метода, описанного в Steinberg [62]: сначала ищется вибрационный отклик печатной платы на конкретное вибрационное воздействие, затем проверяются критерии отказа отдельных компонентов после воздействия вибрации. Важным достижением в методах PoF стало использование распределенных (усредненных) свойств платы для быстрого создания математической модели печатной платы [54], что значительно снизило сложность и время, затрачиваемые на точный расчет виброотдачи печатной платы (см. раздел 8.1.3). Последние разработки в области методов PoF улучшили прогнозирование отказов для компонентов, припаянных по технологии поверхностного монтажа (SMT); однако, за исключением метода Баркерса [59], эти новые методы применимы только в очень специфических комбинациях компонентов и печатных плат. Существует очень мало методов, доступных для больших компонентов, таких как трансформаторы или большие конденсаторы.
Методы экспериментальных данных улучшают качество и возможности модели, используемой в методах прогнозирования надежности по справочно-нормативной литературе. Первый метод на основе экспериментальных данных для прогнозирования надежности электронного оборудования был описан в работе 1999 года по методу HIRAP (Honeywell In-service Reliability Assessment Program), который был создан в компании Honeywell, Inc [20]. У метода экспериментальных данных существует ряд преимуществ перед методами прогнозирования надежности по справочно-нормативной литературе. В последнее время появилось много подобных методов (REMM и TRACS [17], также FIDES [16]). Метод экспериментальных данных так же, как и метод прогнозирования надежности по справочно-нормативной литературе не позволяет удовлетворительно учесть в оценке надежности компоновку платы и рабочую среду ее функционирования. Этот недостаток можно исправить за счет данных об отказах плат, аналогичных по конструкции, либо за счет плат, которые находились в аналогичных эксплуатационных условиях.
Методы экспериментальных данных зависят от наличия обширной базы данных, содержащих данные о сбоях в течение определенного времени. Каждый тип сбоя в этой базе данных должен быть правильно идентифицирован, и определена его истинная причина. Такой метод оценки надежности подходит для компаний, производящих однотипное оборудование достаточно большими партиями, так чтобы можно было бы обработать значительное количество отказов для оценки надежности.
Методы проверки электронных компонентов на надежность используются с середины 1970-х годов, их обычно подразделяют на ускоренные и неускоренные тесты. Основной подход заключается в проведении тестовых испытаний оборудования, при которых создается ожидаемая операционная среда как можно реалистичнее. Испытания проводятся до тех пор, пока не произойдет сбой, что позволит прогнозировать MTBF (среднее время между отказами − наработку на отказ). Если MTBF оценивается как очень длительное, то продолжительность испытаний может быть уменьшена за счет ускоренных испытаний, которые достигаются при усилении факторов операционной среды и использовании известной формулы для связи частоты отказов в ускоренном испытании с частотой отказов, ожидаемой в эксплуатации. Такое тестирование жизненно важно для компонентов с высоким риском отказа, поскольку оно обеспечивает исследователя данными, имеющими наивысший уровень доверия, однако, было бы нецелесообразно использовать их для оптимизации дизайна плат из-за длительного времени одной итерации исследования.
Беглый обзор работ, опубликованных в 1990-х годах, позволяет предположить, что это был период, когда методы с использованием экспериментальных данных, тестовых данных и методы PоF конкурировали друг с другом, чтобы заменить устаревшие методы прогнозирования надежности по справочно-нормативной литературе. При этом каждый метод имеет свои достоинства и недостатки, и при правильном использовании, дает ценные результаты. Вследствие этого, IEEE недавно выпустил стандарт [26], в котором перечислены все применяющиеся методы прогнозирования надежности на сегодняшний день. Цель IEEE состояла в том, чтобы подготовить руководство, которое обеспечило бы инженеру информацию обо всех доступных методах, а также о достоинствах и недостатках, присущих каждому методу. Хотя подход IEEE все еще находится в начале долгого пути эволюции, он, по-видимому, имеет свои собственные достоинства, поскольку AIAA (Американский институт аэронавтики и астронавтики) вслед за ним выпускает руководство, называемое S-102, которое похоже на IEEE, но также учитывает относительное качество данных от каждого метода [27]. Эти руководства предназначены только для того, чтобы свести воедино методы, которые циркулируют во всей мировой литературе, изданной по этим вопросам.
4. Отказы, произошедшие от воздействия вибрации
Большая часть из прошлых исследований главным образом была сфокусирована на случайной вибрации как нагрузке PCB, однако следующее исследование специфически рассматривает отказы, связанные с ударом. Такие методы не будут обсуждаться здесь полностью, поскольку они подпадают под классификацию методов PoF и рассматриваются в разделах 8.1 и 8.2 этой статьи. Хин и др. [24] создали тестовую плату для проверки сохранности паяных соединений BGA при воздействии ударов. Лау и др. [36] описали надежность компонентов PLCC, PQFP и QFP, находящихся под ударом вдоль плоскости и вне плоскости. Pitarresi и др. [53,55] рассмотрели отказы материнских плат компьютеров от действия ударных нагрузок и привели хороший обзор литературы, описывающей электронное оборудование при «ударном» воздействии. Штейнберг [62] приводит целую главу, посвященную проектированию и анализу электронного оборудования, подвергнутого удару, рассматривая как способы прогнозирования ударной среды, так и методы обеспечения работоспособности электронных компонентов. Сухир [64,65] описал ошибки в линейных расчетах отклика печатной платы на ударную нагрузку, приложенную к креплениям платы. Таким образом, в справочных методах и методах экспериментальных данных могут рассматриваться связанные с ударом отказы оборудования, но в этих методах «ударные» отказы описываются неявно.
5. Справочные методы
Из всех доступных методов, описанных в руководствах, ограничимся только двумя, которые рассматривают вибрационный отказ: Mil-Hdbk-217 и CNET [9]. Mil-Hdbk-217 принимается в качестве эталона большинством производителей. Как и все методы из руководств и справочников, они основаны на эмпирических подходах, которые направлены на прогнозирование надежности компонента по экспериментальным или лабораторным данным. Методы, описанные в справочно-нормативной литературе, относительно просты в реализации, поскольку они не требуют сложного математического моделирования, используют только типы деталей, количество деталей, условия эксплуатации платы и другие легко доступные параметры. Входные данные затем вводятся в модель для расчета наработки на отказ − MTBF. Несмотря на свои преимущества, Mil-Hdbk-217 становится все менее популярным [12, 17,42,50,51]. Рассмотрим неполный список ограничений его применимости.
- Данные становятся все более устаревшими, поскольку они были обновлены в последний раз в 1995 году и не имеют отношения к новым компонентам, нет никаких шансов на пересмотр модели, поскольку совет по совершенствованию стандартов обороны решил позволить методу “умереть естественной смертью” [26].
- Метод не дает информации о режиме отказа, поэтому компоновка печатной платы не может быть улучшена или оптимизирована.
- Модели предполагают, что отказ не зависит от конструкции, игнорируя расположение компонентов на печатной плате, однако, известно, что компоновка компонентов оказывает большое влияние на вероятность отказа. [50].
- Собранные эмпирические данные содержат много неточностей, используются данные от компонентов первого поколения с неестественно высокой частотой отказов, обусловленной ошибочными записями времени работы, ремонта и т.д., что уменьшает достоверность результатов прогнозирования надежности [51].
Все эти недостатки указывают, что следует избегать использования справочных методов, однако, в пределах допустимости этих методов должен быть реализован ряд требований технического задания. Таким образом, справочные методы должны использоваться только тогда, когда это целесообразно, т.е. на ранних стадиях проектирования [46]. К сожалению, даже к такому использованию следует подходить с некоторой осторожностью, поскольку такого рода методы не пересматривались с 1995 года. Следовательно, методы из справочно-нормативной литературы по своей сути плохо предсказывают механическую надежность и должны использоваться с осторожностью.
6. Методы тестовых данных.
Методы тестовых данных являются самыми простыми из доступных методов прогнозирования надежности. Прототип предлагаемой конструкции печатной платы подвергается вибрациям среды, воспроизведенным на лабораторном стенде. Далее производится анализ параметров разрушения (MTTF, ударный спектр), затем это используется для вычисления показателей надежности [26]. Метод тестовых данных следует использовать с учетом его преимуществ и недостатков.
Главным преимуществом методов тестовых данных является высокая точность и достоверность результатов, поэтому для оборудования с высоким риском отказов заключительный этап процесса проектирования всегда должен включать квалификационное испытание на вибропрочность. Недостатком является длительное время изготовления, установки и нагружения испытательного образца, что делает метод непригодным для конструктивных усовершенствований оборудования с высокой вероятностью отказа. Для способа итерационного процесса проектирования изделия следует рассмотреть более быстрый метод. Время воздействия нагрузок может быть сокращено с помощью ускоренных испытаний, если имеются достоверные модели для последующего расчета фактического срока службы [70,71]. Однако, методы ускоренных испытаний больше подходят для моделирования тепловых отказов, чем вибрационных отказов. Это объясняется тем, что для проверки воздействия на оборудование тепловых нагрузок требуется меньше времени, чем для проверки воздействия вибрационных нагрузок. Действие вибрации может проявиться в изделии только через длительное время.
Вследствие этого тестовые методы, как правило, не применяются для вибрационных отказов, если только нет смягчающих обстоятельств, например, низких напряжений, приводящих к очень длительному времени до отказа. Примеры методов проверки данных можно увидеть в работах Hart [23], Hin et al. [24], Ли [37], Лау и соавт. [36], Шетти и др. [57], Liguore и Followell [40], Эстес и соавт. [15], Wang и соавт. [67], Jih и Jung [30]. Хороший общий обзор метода приведен в IEEE [26].
7. Методы экспериментальных данных
Метод экспериментальных данных основан на данных о сбоях аналогичных печатных плат, которые прошли испытания в определенных условиях эксплуатации. Метод является правильным только для печатных плат, которые будут испытывать аналогичные нагрузки. Метод экспериментальных данных имеет два основных аспекта: построение базы данных отказов электронных компонентов и реализация метода на основе предложенной конструкции. Для построения соответствующей базы данных должны быть соответствующие данные об отказах, которые были собраны из аналогичных конструкций; это означает, что данные об отказах от аналогичного оборудования должны существовать. Неисправное оборудование также должно быть проанализировано, и статистика собрана надлежащим образом, недостаточно указать, что данная конструкция печатной платы вышла из строя через определенное количество часов, необходимо определить местоположение, режим отказа и причину отказа. Если все предыдущие данные о сбое не были тщательно проанализированы, то потребуется длительный период сбора данных, прежде чем можно будет использовать метод экспериментальных данных.
Возможным обходным путем для этого ограничения является реализация высокоускоренного жизненного цикла тестирования (HALT) для целей быстрого построения базы данных интенсивности отказов, хотя точное воспроизведение параметров среды является сложным, но жизненно необходимым [27]. Описание второго этапа реализации метода экспериментальных данных можно прочитать в статье [27], где показано, как предсказать MTBF для предлагаемой конструкции, если испытываемая конструкция получена модификацией существующей платы, для которой уже существуют подробные данные об отказах. Другие обзоры методов экспериментальных данных описаны различными авторами в [11,17,20,26].
8. Компьютерное моделирование условий отказа (PoF)
Методы компьютерного моделирования условий отказа, также называемые моделями напряжений и повреждений, или моделями PoF, реализуются в двухэтапном процессе прогнозирования надежности. Первый этап включает в себя поиск реакции печатной платы на динамическую нагрузку, наложенную на нее, на втором этапе производится расчет ответа модели для обеспечения заданного показателя надежности. Большая часть литературы чаще всего посвящена как методу прогнозирования ответа, так и процессу поиска критериев отказа. Эти два метода лучше всего воспринимаются при независимом описании, поэтому в настоящем обзоре эти два этапа будут рассмотрены отдельно.
Между этапами прогнозирования ответа и поисками критериев отказа в модель передается набор данных, созданный на первом этапе и используемый на втором. Переменная отклика эволюционировала от использования входного ускорения на шасси [15,36,37,67], через фактическое ускорение, испытываемое компонентом для учета различных вибрационных откликов различных макетов печатных плат [40], и наконец, к рассмотрению локального отклонения [62] или локальных изгибающих моментов [59], испытываемых печатной платой, локальной для компонента.
Было отмечено, что отказ является функцией расположения компонентов на печатной плате [21,38], поэтому модели, учитывающие локальную вибрационную реакцию, скорее всего, будут точными. Выбор того, какой параметр (локальное ускорение, локальное отклонение или изгибающий момент) является определяющим для отказа, зависит от конкретного случая.
Если используются компоненты SMT, то кривизна или изгибающие моменты могут быть наиболее существенными для отказа, для тяжелых компонентов обычно в качестве критериев отказа используются локальные ускорения. К сожалению, не было проведено ни одного исследования с целью показать, какой тип критериев является наиболее подходящим в том или ином наборе входных данных.
Важно учитывать пригодность любого используемого метода PoF, так как нецелесообразно использовать любой метод PoF, аналитический либо в виде FE (конечноэлементного метода), который не был бы подтвержден данными лабораторных испытаний. Кроме того, важно использовать любую модель только в пределах ее применимости, что, к сожалению, ограничивает область применимости большинство современных моделей PoF только использованием в очень специфических и ограниченных условиях. Хорошие примеры обсуждения методов PoF описываются различными авторами [17,19,26,49].
8.1. Прогнозирование отклика
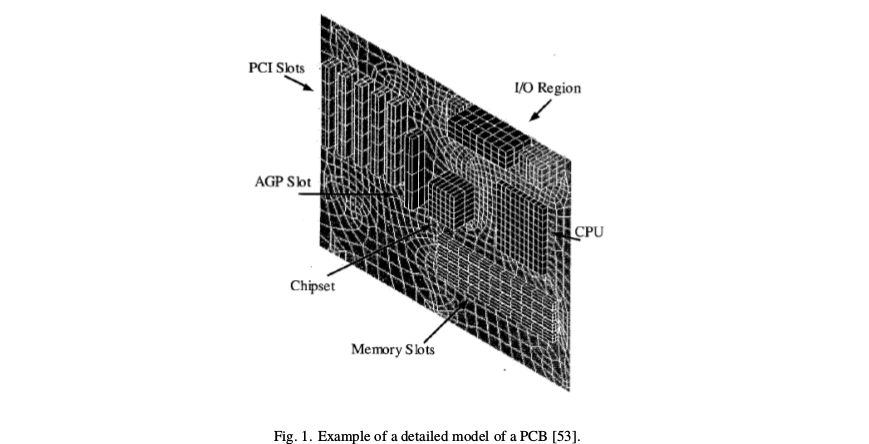
Прогнозирование отклика связано с использованием геометрии и свойств материала конструкции для вычисления требуемой переменной отклика. Ожидается, что на этом этапе будет получен только общий отклик базовой печатной платы, а не отклик отдельных компонентов. Существуют три основных типа метода прогнозирования отклика: аналитические, подробные модели FE и упрощенные модели FE, описанные ниже. Эти методы сосредоточены на включении эффектов жесткости и массы добавленных компонентов, однако важно не упускать из виду важность точного моделирования вращательной жесткости на краю печатной платы, поскольку это тесно связано с точностью модели (это обсуждается в разделе 8.1.4). Фиг. 1. Пример детальной модели печатной платы [53].
8.1.1. Аналитическое предсказание отклика
В работе Штейнберга [62] приводится единственный аналитический метод вычисления отклика вибрации печатной платы. Штейнберг утверждает, что амплитуда колебания при резонансе электронного узла равна двукратному квадратному корню резонансной частоты; это утверждение основано на недоступных данных и не поддается проверке. Это позволяет аналитически рассчитать динамическое отклонение при резонансе, которое впоследствии может быть использовано для расчета либо динамической нагрузки от тяжелого компонента, либо кривизны печатной платы. Этот метод непосредственно не дает локального отклика печатной платы и совместим только с критериями отказа на основе отклонения, описанными Штейнбергом. Обоснованность предположения о распределении передаточной функции на основании измерения амплитуд является сомнительной, поскольку Питарреси и др. [53] измерили критическое затухание в 2% для материнской платы компьютера, в то время как использование предположения Штейнберга дало бы 3,5% (на основе собственной частоты 54 Гц), что привело бы к большой недооценке отклика платы на вибрацию.
8.1.2. Детальные модели FE
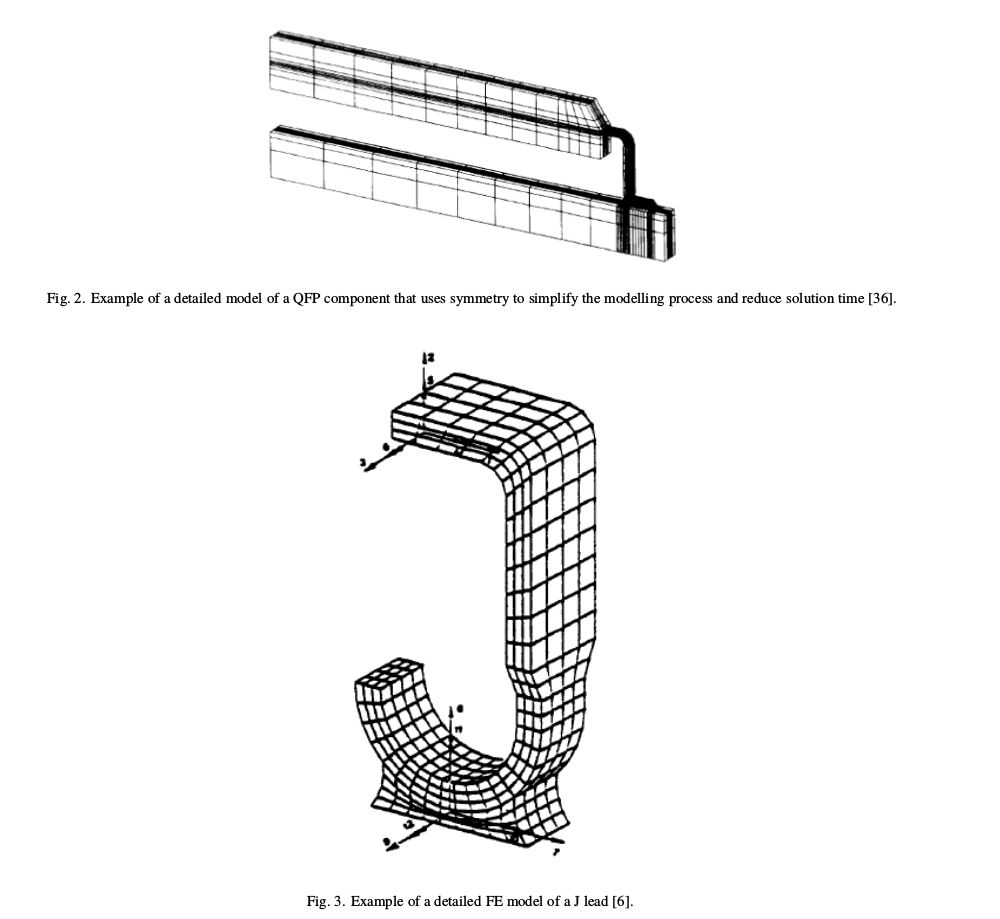
Некоторые авторы демонстрируют использование детальных моделей FE для расчета вибрационного отклика печатной платы [30,37,53, 57,58] (на рис. 1-3 показаны примеры с повышенным уровнем детализации), однако использование этих методов не рекомендуется для коммерческого продукта (если только точное предсказание локального отклика не является абсолютно необходимым), поскольку время, необходимое для построения и решения такой модели, является чрезмерным. Упрощенные модели производят данные соответствующей точности гораздо быстрее и с меньшими затратами. Время, необходимое для построения и решения детальной FE модели, может быть уменьшено с помощью констант пружин JEDEC 4, опубликованных в [33-35], эти константы пружин могут быть использованы вместо детальной FE модели каждого провода. Кроме того, можно реализовать метод субструктуры (иногда известный как метод суперэлементов), чтобы сократить время вычислений, необходимое для решения детальных моделей. Следует отметить, что детальные FE модели часто размывают границы между прогнозом отклика и критериями отказа, поэтому работа, на которую здесь ссылаются, также может подпадать под перечень работ, содержащих критерии отказа.
8.1.3. Распределенные модели FE
Упрощенные FE модели уменьшают время создания и решения модели. Добавленная компонентная масса и ее жесткость могут быть представлены простым моделированием пустой печатной платы с увеличенной массой и жесткостью, где эффекты массы и жесткости включаются локальным увеличением модуля Юнга печатной платы.
Фиг. 2. Пример детальной модели компонента QFP, использующего симметрию для упрощения процесса моделирования и сокращения времени решения [36]. Фиг. 3. Пример детальной FE-модели J-свинца [6].
Коэффициент увеличения жесткости может быть рассчитан путем физического вырезания присоединенного элемента и применения методов испытания на изгиб [52]. Pitarresi и соавт. [52,54] рассмотрели эффект упрощения добавленной массы и жесткости, обеспечиваемой компонентами, прикрепленными к печатной плате.
В первой работе рассматривается единичный случай упрощенной FE-модели печатной платы, проверенной на основе экспериментальных данных. Основная область интереса этой статьи заключается в определении распределенных свойств, с тем замечанием, что для точной модели требуется высокая точность жесткости при кручении.
Во второй статье рассматриваются пять различных заполненных печатных плат, каждая из которых моделируется несколькими различными уровнями упрощения ее состава. Эти модели сравниваются с экспериментальными данными. В заключение этой статьи приводятся некоторые поучительные наблюдения корреляции между отношениями массы и жесткости и точностью модели. Обе эти статьи используют только собственные частоты и MКО (модальные критерии обеспечения) для определения корреляции между двумя моделями. К сожалению, ошибка в собственной частоте не может дать никакой информации об ошибке в локальных ускорениях или изгибающих моментах, также MКО может дать только общую корреляцию между двумя собственными формами, но не может быть использована для процентного вычисления ошибки ускорения или кривизны. Используя комбинацию численного анализа и компьютерного моделирования, Cifuentes [10] делает следующие четыре наблюдения.
1. Моделируемые режимы должны содержать по крайней мере 90% вибрирующей массы для точного анализа.
2. В случае, когда отклонения платы сопоставимы с ее толщиной, нелинейный анализ может быть более подходящим, чем линейный.
3. Небольшие ошибки в расположении компонентов могут вызвать большие ошибки в измерении отклика.
4. Точность измерения отклика более чувствительна к ошибкам в массе, чем жесткость.
8.1.4. Граничные условия
Коэффициент жесткости при вращении кромки печатной платы существенно влияет на точность расчетного отклика [59], и в зависимости от конкретной конфигурации имеет гораздо большее значение, чем добавленная масса компонента и жесткость. Моделирование вращательной жесткости кромки как нулевой (фактически просто поддерживаемое условие) обычно дает консервативные результаты, в то время как моделирование как жестко зажатое обычно недооценивает результаты, поскольку даже самые жесткие механизмы зажима печатной платы не могут обеспечить полностью зажатое состояние кромки. Баркер и Чен [5] подтверждают аналитическую теорию экспериментальными результатами, чтобы показать, как жесткость вращения края влияет на собственную частоту печатной платы. Основным выводом этой работы является сильная корреляция между жесткостью вращения кромки и собственными частотами, согласующимися с теорией. Это также означает, что большие ошибки в моделировании жесткости вращения кромки приведут к большим ошибкам в прогнозировании отклика. Хотя эта работа была рассмотрена в частном случае, она применима для моделирования всех типов механизмов граничных условий. Используя экспериментальные данные Lim et al. [41] приводит пример того, как можно рассчитать жесткость вращения кромки для использования FE в модели PCB; это достигается с помощью метода, адаптированного из Barker и Chen [5]. Эта работа также показывает, как определить оптимальное местоположение какой-либо точки конструкции, чтобы добиться максимального увеличения собственных частот. Работы, в которых конкретно рассматривается эффект модификации граничных условий для уменьшения вибрационного отклика, также существуют у Го и Чжао [21]; Aglietti [2]; Aglietti и Schwingshackl [3], Lim и соавт. [41].
8.1.5. Предсказания воздействия удара и вибрации
Pitarresi и соавт. [53-55] используют детальную FE-модель PCB для того, чтобы предсказать реакцию на удар и вибрацию для платы с компонентами, представленными в виде 3D — блоков. Эти модели использовали экспериментально определенные постоянные коэффициенты демпфирования для улучшения прогноза отклика при резонансе. Для прогнозирования реакции на удар были сопоставлены спектр ударной реакции (SRS) и методы временной прогонки, причем оба метода являются компромиссом между точностью и временем решения.
8.2. Критерии отказа
Критерии отказа принимают меру отклика печатной платы и используют ее для получения метрики отказа, где метрикой отказа может быть средняя наработка на отказ (MTBF), циклы до отказа, вероятность бессбойной работы или любой джругой показатель надежности (см. IEEE [26]; Jensen [28]; O’Connor [47] для обсуждения метрик отказа). Множество различных подходов к созданию этих данных можно удобно разделить на аналитические и эмпирические методы. Эмпирические методы создают данные критериев отказа путем нагружения тестовых образцов компонентов до необходимой динамической нагрузки. К сожалению, из-за большого диапазона входных данных (типы компонентов, толщины печатных плат и нагрузки), которые возможны на практике, опубликованные данные вряд ли будут применимы непосредственно, поскольку данные действительны только в очень специальных случаях. Аналитические методы не страдают такими недостатками и имеют гораздо более широкую применимость.
8.2.1. Эмпирические критерии отказа
Как указывалось ранее, ограничение большинства эмпирических моделей заключается в том, что они применимы только для конфигураций, включающих одинаковую толщину печатной платы, аналогичные типы компонентов и входную нагрузку, что маловероятно. Однако доступная литература полезна по следующим причинам: в ней приводятся хорошие примеры выполнения тестов на отказ, освещаются различные варианты метрик отказа и дается ценная информация относительно механики отказа. В работе Ли [37] создана эмпирическая модель для прогнозирования надежности 272-контактного BGA и 160-выводных корпусов QFP. Исследуются усталостные разрушения в проводниках и в корпусе пакета, экспериментальные результаты хорошо согласуются с анализом повреждений на основе напряжений, рассчитанных с использованием детальной FE модели (см. также Li и Poglitsch [38,39]). Процесс дает кумулятивное повреждение для данного уровня вибрационного ускорения входного сигнала вибрации.
Лау и др. [36] оценили надежность конкретных компонентов при ударной и вибрационной нагрузке, используя статистику Вейбулла. Liguore и Followell [40] рассмотрели отказы LLCC и J-свинцовых компонентов, изменяя локальное ускорение в циклах эксплуатации. Локальное ускорение используется в отличие от входного ускорения шасси, кроме этого, было исследовано влияние температуры на результаты испытаний. В статье также делается ссылка на исследование влияния толщины печатной платы на надежность компонентов.
Го и Чжао [21] сравнивают надежность компонентов при применении в качестве нагрузки локальной крутильной кривизны, в отличие от предыдущих исследований, в которых использовалось ускорение. Моделируются усталостные повреждения, затем FE модель сравнивается с экспериментальными результатами. В статье также рассматривается оптимизация расположения компонентов для повышения надежности.
В работе Хэм и Ли [22] представлен метод тестовых данных для задачи определения напряжений свинцового припоя при циклической крутильной нагрузке. Эстес и др. [15] рассмотрели задачу об отказе компонентов «крыла чайки» (ГОСТ IEC 61188-5-5-2013) с приложенным входным ускорением и термической нагрузкой. Изученными компонентами являются типы корпусов микросхем CQFP 352, 208, 196, 84 и 28, а также FP 42 и 10. Статья посвящена отказу электронных компонентов из-за колебаний на орбите геостационарного спутника Земли, наработка на отказ дается в терминах лет полета на геостационарных или низких околоземных орбитах. Отмечается, что отказ проводов «крыла чайки» более вероятен в местах, соприкасающихся с корпусом упаковки, чем в паяном соединении.
Джих и Юнг [30] рассматривают отказы оборудования, вызванные врожденными производственными дефектами в паяном соединении. Это делается путем создания очень подробной FE модели печатной платы и нахождения спектральной плотности мощности (PSD) для различных длин производственных трещин. В работах Ligyore, Followell [40] и Shetty, Reinikainen [58] предполагается, что эмпирические методы создают наиболее точные и полезные данные об отказах для конкретных конфигураций присоединенных компонентов. Такого рода методы используются, если определенные входные данные (толщина платы, тип компонента, диапазон кривизны) могут быть приняты постоянными на все время проектирования, или если пользователь может позволить себе выполнить реальные тесты такого рода.
8.2.2. Аналитический критерий разрушения
SMT модели угловых соединений.
Различные исследователи, рассматривающие отказы угловых выводов SMT, предполагают, что это наиболее распространенная причина отказа. Статьи Сидхарта, Баркера [59] завершают более раннюю серию работ, представляя модель для определения деформации угловых выводов SMT и контурных свинцовых компонентов. Предложенная модель имеет погрешность менее 7% по сравнению с детализированной FE моделью для шести наихудших сценариев. Модель основана на формуле, опубликованной ранее Баркером и Сидхартом [4], где моделировался прогиб присоединенной детали, подверженной изгибающему моменту. В статье Сухира [63] аналитически рассматриваются напряжения, ожидаемые в пакетных выводах, обусловленные локально приложенными изгибающими моментами. Баркер и Сидхарт [4] опираются на работу Сухира [63], Баркера и др. [4], в которой рассматривается влияние ведущей вращательной жесткости. Наконец, Баркер и др. [7] использовали детальные FE модели для изучения влияния размерных вариаций свинца на усталостную долговечность свинца.
Здесь уместно упомянуть работу по константам свинцовой пружины JEDEC, благодаря которой значительно упростилось создание моделей свинцовых компонентов [33-35]. Пружинные константы могут быть использованы вместо детальной модели свинцовых соединений, в модели сократится при этом время на построение и решение FE модели. Использование таких констант в компонентной FE модели предотвратит прямое вычисление локальных напряжений свинца. Вместо этого будет дана общая деформация свинца, которая затем должна быть связана либо с локальными напряжениями свинца, либо с критериями разрушения свинца на основе жизненного цикла изделия.
Данные по усталости материала
Большинство данных о разрушении материалов, которые используются для припоев и компонентов, в основном связаны с термическими разрушениями, и существует относительно мало данных, относящихся к усталостным разрушениям. Основная ссылка на эту область предоставлена Сандором [56], который предоставляет данные по механике усталости и разрушения припоев. Штейнберг [62] рассматривает разрушение образцов припоя. Данные по усталости для стандартных припоев и проводов имеются в статье Ямада [69].
Фиг. 4. Обычное положение отказа из руководства для компонентов QFP, близко к телу пакета.

Моделирование отказов, связанных с отсоединением припоя, является сложной задачей из-за необычных свойств этого материала. Решение этого вопроса зависит от компонента, который нужно испытать. Известно, что для пакетов QFP это обычно не учитывается, и надежность оценивают по справочно-нормативной литературе. Но если будет рассчитываться пайка BGA, PGA компонентов большого размера, то свинцовые соединения из-за своих необычных свойств могут повлиять на отказ изделия. Таким образом, для пакетов QFP усталостные свойства свинца являются наиболее полезной информацией. Для BGA более полезна информация о долговечности паяных соединений, подвергнутых мгновенной пластической деформации [14]. Для более крупных компонентов Steinberg [62] предоставляет данные о напряжении вытягивания паяных соединений.
Модели отказов тяжелых компонентов
Единственные модели разрушения, которые существуют для тяжелых компонентов, представлены в статье Steinberg [62], в которой рассматривается прочность на разрыв компонентов и дается пример того, как рассчитать максимально допустимое напряжение, которое может быть приложено на свинцовое соединение
8.3. Выводы о применимости моделей PoF
В литературе были сделаны следующие выводы, относящиеся к методам PoF.
Локальный отклик имеет решающее значение для прогнозирования отказа компонентов. Как отмечается в Li, Poglitsch [38], компоненты на краях печатной платы менее подвержены отказу, чем те, которые расположены в центре PCB из-за локальных различий в изгибе. Следовательно, компоненты в разных местах на печатной плате будут иметь разные вероятности отказа.
Локальная кривизна платы считается более важным критерием отказа, чем ускорение для компонентов SMT. В последних работах [38,57,62,67] указывается, что кривизна платы является основным критерием отказа.
Различные типы пакетов, как по количеству выводов, так и по используемому типу, по своей сути являются более надежными, чем другие, независимо от конкретной локальной среды [15,36,38].
Температура может влиять на надежность компонентов. В работах Liguore и Followell [40] утверждается, что усталостная долговечность наиболее высока в диапазоне температур от 0 ◦C до 65 ◦C, с заметным снижением при температурах ниже -30 ◦C и выше 95 ◦C. Для компонентов QFP место, где провод присоединяется к пакету (см. фиг. 4) рассматривается как основное место повреждения, а не паяное соединение [15,22,38].
Толщина платы оказывает определенное влияние на усталостную долговечность компонентов SMT, так как усталостная долговечность BGA, как было показано, уменьшается примерно в 30-50 раз, если толщина платы увеличивается с 0,85 мм до 1,6 мм (при сохранении постоянной общей кривизны) [13]. Гибкость (податливость) компонентных выводов заметно влияет на надежность периферийных свинцовых компонентов [63], однако это нелинейная зависимость, и выводы промежуточного соединения элементов наименее надежны.
8.4. Программные методы
Центр передовых технологий жизненного цикла (CALCE) в Университете Мэриленда предоставляет программное обеспечение для расчета вибрации и ударной реакции печатных плат. Программное обеспечение (названное CALCE PWA) имеет интерфейс пользователя, который упрощает процесс запуска FE модели и автоматически вводит расчет отклика в модель вибрации. Допущения, использованные при создании FE модели отклика, отсутствуют, а используемые критерии отказа взяты из статьи Steinberg [61] (хотя метод Баркерса [48] также предполагается реализовать). Для предоставления общих рекомендаций по повышению надежности оборудования описываемое программное обеспечение дает хорошие результаты, тем более что оно одновременно учитывает термически индуцированные напряжения и требует минимальных специальных знаний, однако точность критериев отказа в моделях не была подтверждена экспериментально.
9. Методы повышения надежности оборудования
В этом разделе будут рассмотрены постпроектные модификации, повышающие надежность электронного оборудования. Они делятся на две категории: те, которые изменяют граничные условия печатной платы, и те, которые увеличивают демпфирование.
Основной целью модификаций граничных условий является уменьшение динамического отклонения печатной платы, это может быть достигнуто за счет ребер жесткости, дополнительных опор или уменьшения вибрации входной среды. Ребра жесткости могут быть полезны, так как они повышают собственные частоты, тем самым уменьшая динамическое отклонение [62], то же самое относится к добавлению дополнительных опор [3], хотя расположение опор также может быть оптимизировано, как показано в работах J. H. Ong и Lim [40]. К сожалению, ребра и опоры обычно требуют перепроектирования схемы компоновки, поэтому эти методы лучше всего рассматривать в начале цикла проектирования. Кроме того, следует позаботиться о том, чтобы модификации не изменяли собственные частоты так, чтобы они совпадали с собственными частотами несущей конструкции, поскольку это было бы контрпродуктивно.
Добавление изоляции позволяет улучшить надежность изделия, уменьшая влияние динамической среды, передаваемой оборудованию, и может быть достигнуто либо пассивно, либо активно.
Пассивные методы обычно просты и дешевле в реализации, например, применение кабельных изоляторов [66] или использование псевдоупругих свойств сплавов с памятью формы (SMA) [32]. Однако известно, что плохо спроектированные изоляторы могут фактически увеличить отклик.
Активные методы обеспечивают лучшее демпфирование в более широком диапазоне частот, как правило, за счет простоты и массы, поэтому они обычно предназначены для повышения точности очень чувствительных прецизионных приборов, а не для предотвращения повреждений. Активная виброизоляция включает в себя электромагнитный [60] и пьезоэлектрический способы [18,43]. В отличие от методов модификации граничных условий, демпфирующая модификация направлена на уменьшение пикового резонансного отклика электронной аппаратуры, при этом фактические собственные частоты должны меняться незначительно.
Как и в случае виброизоляции, демпфирование может осуществляться как пассивным, так и активным способом, с аналогичными упрощением конструкции в первом случае и более высокой сложностью и демпфированием во втором.
Пассивные способы включают в себя, например, очень простые методы, такие как склеивание материала, благодаря чему увеличивается демпфирование печатной платы [62]. К более сложным методам относятся демпфирование частиц [68] и использование широкополосных динамических поглотителей [25].
Активное регулирование вибрации обычно достигается за счет использования пьезокерамических элементов, скрепленных с поверхностью печатной платы [1,45]. Использование методов упрочнения зависит от конкретного случая, и должно быть тщательно рассмотрено по отношению к другим методам. Применение этих методов к оборудованию, которое, как известно, не имеет проблем с надежностью, не обязательно увеличит стоимость и вес конструкции. Однако, если изделие с утвержденной конструкцией имеет отказ при испытаниях, то может быть намного быстрее и проще применить технику упрочнения конструкции, чем перепроектировать оборудование.
10. Возможности развития методов
В этом разделе подробно описываются возможности для улучшения прогнозирования надежности электронного оборудования, хотя последние достижения в области оптоэлектроники, нанотехнологий и упаковочных технологий могут вскоре ограничить применимость этих предложений. Четыре основных метода прогнозирования надежности не могут быть задействованы на момент проектирования устройства. Единственным фактором, который мог бы сделать такие методы более привлекательными, было бы создание полностью автоматизированных недорогих технологий производства и испытаний, поскольку это позволило бы построить и протестировать предложенную конструкцию гораздо быстрее, чем в настоящее время, с минимальными человеческими усилиями.
Метод PoF имеет много возможностей для улучшения. Основная область, в которой он может быть улучшен, заключается в интеграции с общим процессом проектирования. Проектирование электронного оборудования − итерационный процесс, который приближает разработчика к готовому результату только совместно с инженерами, специализирующимися в области электроники, производства и теплотехники, проектирования конструкций. Метод, который автоматически решает некоторые из этих вопросов одновременно, позволит сократить количество итераций проектирования и сэкономить значительное количество времени, особенно при рассмотрении объема межведомственного взаимодействия. Другие области совершенствования методов PoF будут разделены на виды прогнозирования отклика и критериев отказа. Прогнозирование отклика имеет два возможных пути развития: либо более быстрые детализированные модели, либо улучшенные упрощенные модели. С появлением все более мощных компьютерных процессоров время решения детализированных FE моделей может стать достаточно малым, в то же время благодаря современному программному обеспечению сокращается время сборки изделия, это в конечном итоге минимизирует затраты человеческих ресурсов. Упрощенные FE методы также могут быть улучшены с помощью процесса автоматического создания FE моделей, подобных тем, которые предлагаются для подробных FE методов. Для этого в настоящее время доступно автоматическое программное обеспечение (CALCE PWA), но технология является недостаточно проверенной на практике, и сделанные допущения при моделировании неизвестны.
Расчет погрешности, присущей различным методам упрощения, был бы весьма полезен, что позволило бы реализовать полезные критерии отказоустойчивости.
Наконец, была бы полезна база данных или метод для придания повышенной жесткости присоединенным компонентам, где эти повышения жесткости можно было бы использовать для повышения точности моделей отклика. Создание критериев отказа компонентов зависит от незначительной вариации аналогичных компонентов различных производителей, а также от возможной разработки новых типов упаковки, поскольку любой метод или база данных для определения критериев отказа должны учитывать такую изменчивость и изменения.
Одним из решений было бы создание метода/программного обеспечения для автоматического построения детальных FE моделей на основе входных параметров, таких как размеры свинца и упаковки. Такой метод может быть осуществим для компонентов в целом одинаковой формы, таких как компоненты SMT или DIP, но не для сложных нерегулярных компонентов, таких как трансформаторы, дроссели или нестандартные компоненты.
Последующие FE модели могут быть решены для напряжений и объединены с данными о разрушении материала (данные кривой пластичностиS-N, механика разрушения или аналогичные) для расчета срока службы компонентов, хотя данные о разрушении материала должны быть высокого качества. Процесс FE должен быть соотнесен с реальными тестовыми данными, предпочтительно в максимально широком диапазоне конфигураций.
Усилия, затрачиваемые на такой процесс, относительно невелики по сравнению с альтернативой прямого лабораторного тестирования, которое должно выполнять статистически значимое количество тестов при различных толщинах печатных плат, различной интенсивности нагрузки и ее направлениях, даже для нескольких видов плат доступны сотни различных типов компонентов. С точки зрения простого лабораторного тестирования, может существовать метод, позволяющий повысить ценность каждого теста.
Если бы существовал метод расчета относительного увеличения напряжений из-за изменения некоторых переменных, например, толщины печатной платы или размеров свинца, то впоследствии можно было бы оценить изменение срока службы компонентов. Такой метод может быть создан с помощью FE анализа или аналитических методов, что в конечном итоге приведет к простой формуле для расчета критериев отказа из существующих данных об отказе.
В конечном счете ожидается, что будет создан метод, который сочетает в себе все различные доступные инструменты: анализ FE, тестовые данные, аналитический анализ и статистические методы, чтобы создать наиболее точные данные о сбоях, которые возможны при ограниченных имеющихся ресурсах. Все отдельные элементы метода PoF могут быть улучшены путем внедрения в процесс стохастических методов, позволяющих учитывать влияние изменчивости в материалах электронной техники и этапах ее производства. Это сделало бы результаты более реалистичными, возможно, приводя к процессу создания оборудования, которое является более устойчивым к изменчивости, в то же время сводя к минимуму ухудшение параметров изделий (в том числе массу и стоимость).
В конечном счете такие усовершенствования могут даже позволить в режиме реального времени оценивать надежность оборудования в процессе проектирования, мгновенно предлагая более безопасные варианты компонентов, компоновки или давая другие рекомендации по повышению надежности, одновременно включая другие вопросы, например такие, как электромагнитные помехи (ЭМИ), тепловые и производственные.
11. Заключение
Данный обзор знакомит со сложностями прогнозирования надежности электронного оборудования, прослеживает эволюцию четырех типов методов анализа (по нормативно-справочной литературе, экспериментальным данным, тестовым данным и PoF), приводя к обобщению и сравнению этих типов методов. Методы по нормативно-справочной литературе, как отмечается, полезны только для предварительных исследований, методы по экспериментальным данным полезны только в том случае, если имеются обширные и точные временные данные, а методы тестовых данных жизненно важны для квалификационных испытаний при проектировании, но недостаточны для оптимизации конструкции.
Методы PоF рассматриваются более подробно, чем в предыдущих обзорах литературы, с разделением исследования на категории критериев прогнозирования и вероятности сбоя. В разделе «Прогнозирование отклика» рассматривается литература по распределенным свойствам, моделированию граничных условий и уровням детализации в моделях FE. Показано, что выбор метода прогнозирования отклика является компромиссом между точностью и временем для создания и решения модели FE, при этом вновь подчеркивается важность точности граничных условий. В разделе «Критерии разрушения» рассмотрены эмпирические и аналитические критерии разрушения, для SMT технологии приведены обзоры моделей и тяжелых компонентов. Эмпирические методы применимы только в очень специфических случаях, хотя они дают хорошие примеры методов проверки надежности, тогда как аналитические методы имеют гораздо более широкий диапазон применимости, но более сложны в реализации. Приводится краткое обсуждение существующих методов анализа отказов на основании специального программного обеспечения. Наконец, приводятся выводы о будущем прогнозирования надежности, рассматривающие направления, в которых могут развиваться методы прогнозирования надежности.
Литература.
[1] G.S. Aglietti, R.S. Langley, E. Rogers and S.B. Gabriel, An efficient model of an equipment loaded panel for active control design studies, The Journal of the Acoustical Society of America 108 (2000), 1663–1673.
[2]G.S. Aglietti, A lighter enclosure for electronics for space applications, Proceeding of Institute of Mechanical Engineers 216 (2002), 131–142.
[3] G.S. Aglietti and C. Schwingshackl, Analysis of enclosures and anti vibration devices for electronic equipment for space applications, Proceedings of the 6th International Conference on Dynamics and Control of Spacecraft Structures in Space, Riomaggiore, Italy, (2004).
[4] D.B. Barker and Y. Chen, Modeling the vibration restraints of wedge lock card guides, ASME Journal of Electronic Packaging 115(2) (1993), 189–194.
[5] D.B. Barker, Y. Chen and A. Dasgupta, Estimating the vibration fatigue life of quad leaded surface mount components, ASME Journal of Electronic Packaging 115(2) (1993), 195–200.
[6] D.B. Barker, A. Dasgupta and M. Pecht, PWB solder joint life calculations under thermal and vibrational loading, Annual Reliability and Maintainability Symposium, 1991 Proceedings (Cat. No.91CH2966-0), 451–459.
[7] D.B. Barker, I. Sharif, A. Dasgupta and M. Pecht, Effect of SMC lead dimensional variabilities on lead compliance and solder joint fatigue life, ASME Journal of Electronic Packaging 114(2) (1992), 177–184.
[8] D.B. Barker and K. Sidharth, Local PWB and component bowing of an assembly subjected to a bending moment, American Society of Mechanical Engineers (Paper) (1993), 1–7.
[9] J. Bowles, A survey of reliability-prediction procedures for microelectronic devices, IEEE Transactions on Reliability 41(1) (1992), 2–12.
[10] A.O. Cifuentes, Estimating the dynamic behavior of printed circuit boards, IEEE Transactions on Components, Packaging, and Manufacturing Technology Part B: Advanced Packaging 17(1) (1994), 69–75.
[11] L. Condra, C. Bosco, R. Deppe, L. Gullo, J. Treacy and C. Wilkinson, Reliability assessment of aerospace electronic equipment, Quality and Reliability Engineering International 15(4) (1999), 253–260.
[12] M.J. Cushing, D.E. Mortin, T.J. Stadterman and A. Malhotra, Comparison of electronics-reliability assessment approaches, IEEE Transactions on Reliability 42(4) (1993), 542–546.
[13] R. Darveaux and A. Syed, Reliability of area array solder joints in bending, SMTA International Proceedings of the Technical Program (2000), 313–324.
[14] N.F. Enke, T.J. Kilinski, S.A. Schroeder and J.R. Lesniak, Mechanical behaviors of 60/40 tin-lead solder lap joints, Proceedings – Electronic Components Conference 12 (1989), 264–272.
[15] T. Estes, W. Wong, W. McMullen, T. Berger and Y. Saito, Reliability of class 2 heel fillets on gull wing leaded components. Aerospace Conference, Proceedings 6 (2003), 6-2517–6 C2525
[16] FIDES, FIDES Guide 2004 issue A Reliability Methodology for Electronic Systems. FIDES Group, 2004.
[17] B. Foucher, D. Das, J. Boullie and B. Meslet, A review of reliability prediction methods for electronic devices, Microelectronics Reliability 42(8) (2002), 1155–1162.
[18] J. Garcia-Bonito, M. Brennan, S. Elliott, A. David and R. Pinnington, A novel high-displacement piezoelectric actuator for active vibration control, Smart Materials and Structures 7(1) (1998), 31–42.
[19] W. Gericke, G. Gregoris, I. Jenkins, J. Jones, D. Lavielle, P. Lecuyer, J. Lenic, C. Neugnot, M. Sarno, E. Torres and E. Vergnault, A methodology to assess and select a suitable reliability prediction method for eee components in space applications, European Space Agency, (Special Publication) ESA SP (507) (2002), 73–80.
[20] L. Gullo, In-service reliability assessment and top-down approach provides alternative reliability prediction method. Annual Reliability and Maintainability, Symposium Proceedings (Cat. No.99CH36283), 1999, 365–377.
[21] Q. Guo and M. Zhao, Fatigue of SMT solder joint including torsional curvature and chip location optimization, International Journal of Advanced Manufacturing Technology 26(7–8) (2005), 887–895.
[22] S.-J. Ham and S.-B. Lee, Experimental study for reliability of electronic packaging under vibration, Experimental Mechanics 36(4) (1996), 339–344.
[23] D. Hart, Fatigue testing of a component lead in a plated through hole, IEEE Proceedings of the National Aerospace and Electronics Conference (1988), 1154–1158.
[24] T.Y. Hin, K.S. Beh and K. Seetharamu, Development of a dynamic test board for FCBGA solder joint reliability assessment in shock & vibration. Proceedings of the 5th Electronics Packaging Technology Conference (EPTC 2003), 2003, 256–262.58
[25] V. Ho, A. Veprik and V. Babitsky, Ruggedizing printed circuit boards using a wideband dynamic absorber, Shock and Vibration 10(3) (2003), 195–210.
[26] IEEE, IEEE guide for selecting and using reliability predictions based on ieee 1413, 2003, v+90 C.
[27] T. Jackson, S. Harbater, J. Sketoe and T. Kinney, Development of standard formats for space systems reliability models, Annual Reliability and Maintainability Symposium, 2003 Proceedings (Cat. No.03CH37415), 269–276.
[28] F. Jensen, Electronic Component Reliability, Wiley, 1995.
[29] J.H. Ong and G. Lim, A simple technique for maximising the fundamental frequency of structures, ASME Journal of Electronic Packaging 122 (2000), 341–349.
[30] E. Jih and W. Jung, Vibrational fatigue of surface mount solder joints. IThermfl98. Sixth Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (Cat. No.98CH36208), 1998, 246–250.
[31] B. Johnson and L. Gullo, Improvements in reliability assessment and prediction methodology. Annual Reliability and Maintainability Symposium. 2000 Proceedings. International Symposium on Product Quality and Integrity (Cat. No. 00CH37055), 2000, -:181–187.
[32] M. Khan, D. Lagoudas, J. Mayes and B. Henderson, Pseudoelastic SMA spring elements for passive vibration isolation: part i modeling, Journal of Intelligent Material Systems and Structures 15(6) (2004), 415–441.
[33] R. Kotlowitz, Comparative compliance of representative lead designs for surface-mounted components, IEEE Transactions on Components, Hybrids, and Manufacturing Technology 12(4) (1989), 431–448.
[34] R. Kotlowitz, Compliance metrics for surface mount component lead design. 1990 Proceedings. 40th Electronic Components and Technology Conference (Cat. No. 90CH2893-6), 1990, 1054–1063.
[35] R. Kotlowitz and L. Taylor, Compliance metrics for the inclined gull-wing, spider j-bend, and spider gull-wing lead designs for surface mount components. 1991 Proceedings. 41st Electronic Components and Technology Conference (Cat. No. 91CH2989-2), 1991, 299–312.
[36] J. Lau, L. Powers-Maloney, J. Baker, D. Rice and B. Shaw, Solder joint reliability of fine pitch surface mount technology assemblies, IEEE Transactions on Components, Hybrids, and Manufacturing Technology 13(3) (1990), 534–544.
[37] R. Li, A methodology for fatigue prediction of electronic components under random vibration load, ASME Journal of Electronic Packaging 123(4) (2001), 394–400.
[38] R. Li and L. Poglitsch, Fatigue of plastic ball grid array and plastic quad flat packages under automotive vibration. SMTA International, Proceedings of the Technical Program (2001), 324–329.
[39] R. Li and L. Poglitsch, Vibration fatigue, failure mechanism and reliability of plastic ball grid array and plastic quad flat packages.
[40] Proceedings 2001 HD International Conference on High-Density Interconnect and Systems Packaging (SPIE Vol. 4428), 2001, 223–228.
[41] S. Liguore and D. Followell, Vibration fatigue of surface mount technology (smt) solder joints. Annual Reliability and Maintainability Symposium 1995 Proceedings (Cat. No. 95CH35743), 1995, -:18–26.
[42] G. Lim, J. Ong and J. Penny, Effect of edge and internal point support of a printed circuit board under vibration, ASME Journal of Electronic Packaging 121(2) (1999), 122–126.
[43] P. Luthra, Mil-hdbk-217: What is wrong with it? IEEE Transactions on Reliability 39(5) (1990), 518.
[44] J. Marouze and L. Cheng, A feasibility study of active vibration isolation using thunder actuators, Smart Materials and Structures 11(6) (2002), 854–862.
[45] MIL-HDBK-217F. Reliability Prediction of Electronic Equipment. US Department of Defense, F edition, 1995.
[46] S.R. Moheimani, A survey of recent innovations in vibration damping and control using shunted piezoelectric transducers, IEEE Transactions on Control Systems Technology 11(4) (2003), 482–494.
[47] S. Morris and J. Reilly, Mil-hdbk-217-a favorite target. Annual Reliability and Maintainability Symposium. 1993 Proceedings (Cat. No.93CH3257-3), (1993), 503–509.
P. O’Connor, Practical reliability engineering. Wiley, 1997.
[48] M. Osterman and T. Stadterman, Failure assessment software for circuit card assemblies. Annual Reliability and Maintainability. Symposium. 1999 Proceedings (Cat. No.99CH36283), 1999, 269–276.
[49] M. Pecht and A. Dasgupta, Physics-of-failure: an approach to reliable product development, IEEE 1995 International Integrated Reliability Workshop Final Report (Cat. No. 95TH8086), (1999), 1–4.
[50] M. Pecht and W.-C. Kang, A critique of mil-hdbk-217e reliability prediction methods, IEEE Transactions on Reliability 37(5) (1988), 453–457.
[51] M.G. Pecht and F.R. Nash, Predicting the reliability of electronic equipment, Proceedings of the IEEE 82(7) (1994), 992–1004.
[52] J. Pitarresi, D. Caletka, R. Caldwell and D. Smith, The smeared property technique for the FE vibration analysis of printed circuit cards, ASME Journal of Electronic Packaging 113 (1991), 250–257.
[53] J. Pitarresi, P. Geng, W. Beltman and Y. Ling, Dynamic modeling and measurement of personal computer motherboards. 52nd Electronic Components and Technology Conference 2002., (Cat. No. 02CH37345)(-), 2002, 597–603.
[54] J. Pitarresi and A. Primavera, Comparison of vibration modeling techniques for printed circuit cards, ASME Journal of Electronic Packaging 114 (1991), 378–383.
[55] J. Pitarresi, B. Roggeman, S. Chaparala and P. Geng, Mechanical shock testing and modeling of PC motherboards. 2004 Proceedings, 54th Electronic Components and Technology Conference (IEEE Cat. No. 04CH37546) 1 (2004), 1047–1054.
[56] B.I. Sandor, Solder Mechanics – A State of the Art Asssessment. The Minerals, Metals and Materials Society, 1991.
[57] S. Shetty, V. Lehtinen, A. Dasgupta, V., Halkola and T. Reinikainen, Fatigue of chip scale package interconnects due to cyclic bending, ASME Journal of Electronic Packaging 123(3) (2001), 302–308.
[58] S. Shetty and T. Reinikainen, Three- and four-point bend testing for electronic packages, ASME Journal of Electronic Packaging 125(4) (2003), 556–561.
[59] K. Sidharth and D.B. Barker, Vibration induced fatigue life estimation of corner leads of peripheral leaded components, ASME Journal of Electronic Packaging 118(4) (1996), 244–249.
[60] J. Spanos, Z. Rahman and G. Blackwood, Soft 6- axis active vibration isolator, Proceedings of the American Control Conference 1 (1995), 412–416.
[61] D. Steinberg, Vibration Analysis for Electronic Equipment, John Wiley & Sons, 1991.
[62] D. Steinberg, Vibration Analysis for Electronic Equipment, John Wiley & Sons, 2000.
[63] E. Suhir, Could compliant external leads reduce the strength of a surface-mounted device? 1988 Proceedings of the 38th Electronics Components Conference (88CH2600-5), 1988, 1–6.
[64] E. Suhir, Nonlinear dynamic response of a printed circuit board to shock loads applied to its support contour, ASME Journal of Electronic Packaging 114(4) (1992), 368–377.
[65] E. Suhir, Response of a flexible printed circuit board to periodic shock loads applied to its support contour, American Society of Mechanical Engineers (Paper) 59(2) (1992), 1–7.
[66] A. Veprik, Vibration protection of critical components of electronic equipment in harsh environmental conditions, Journal of Sound and Vibration 259(1) (2003), 161–175.
[67] H. Wang, M. Zhao and Q. Guo, Vibration fatigue experiments of SMT solder joint, Microelectronics Reliability 44(7) (2004), 1143–1156.
[68] Z.W. Xu, K. Chan and W. Liao, An empirical method for particle damping design, Shock and Vibration 11(5–6) (2004), 647–664.
[69] S. Yamada, A fracture mechanics approach to soldered joint cracking, IEEE Transactions on Components, Hybrids, and Manufacturing Technology 12(1) (1989), 99–104.
[70] W. Zhao and E. Elsayed, Modelling accelerated life testing based on mean residual life, International Journal of Systems Science 36(11) (1995), 689–696.
[71] W. Zhao, A. Mettas, X. Zhao, P. Vassiliou and E.A. Elsayed, Generalized step stress accelerated life model. Proceedings of 2004 International Conference on the Business of Electronic Product Reliability and Liability, 2004, 19–25.


