
Слева: внешний вид принтера FastFFF с размером рабочей области 185×125×200 мм, виден опорный каркас H-формы, оптоволоконные кабели для подключения печатной головки и управляющая электроника. Справа: фотографии, сделанные во время печати спиральной чашки из АБС-пластика в момент начала печати, через 120 секунд и 360 секунд
Инженеры Массачусетского технологического института (МТИ) разработали новую конструкцию печатающей головки для 3D-печати методом FDM/FFF, то есть моделирования методом послойного наплавления. Вместо традиционного колёсика они применили «винтовой» метод подачи текстурированной нити. Это увеличило контактную площадь с нитью, за счёт чего кардинально увеличилась скорость нагрева, сила экструзии и скорость печати.
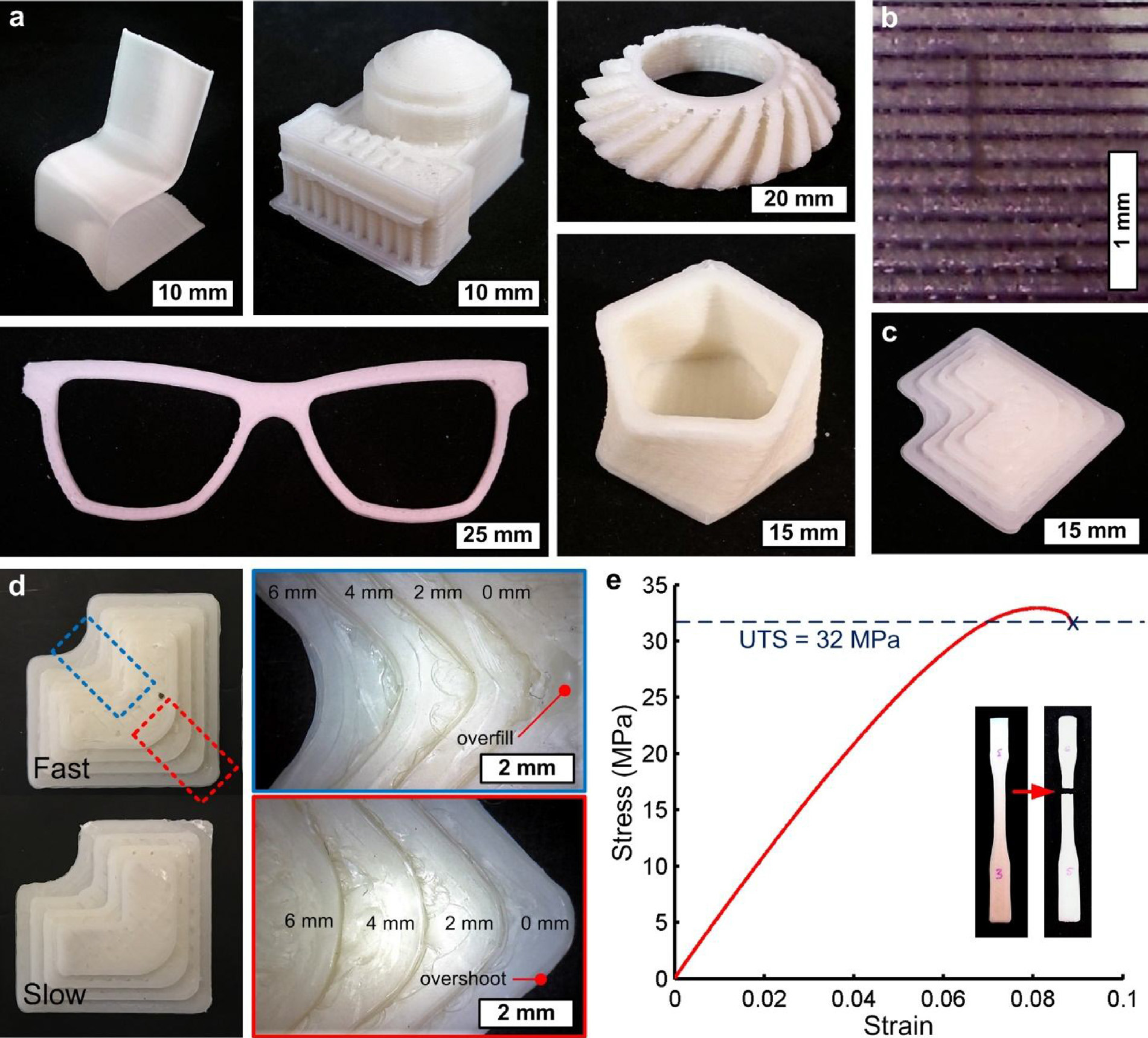
FDM/FFF — самый распространённый метод печати, который используется в недорогих настольных 3D-принтерах. Десятикратное ускорение печати позволяет печатать небольшие детали из пластика не за час, а за несколько минут (см. иллюстрацию вверху). Собранный прототип показал скорость 127 см³/ч, что примерно в 7 раз быстрее, чем коммерчески доступные принтеры FDM. Максимальная скорость экструзии (282 см³/ч) примерно в 14 раз больше, чем у них. У современных обычных 3D-принтеров скорость обычно не превышает 20 см³/ч, это реально медленно.
Существующая технология 3D-печати методом FDM/FFF имеет ряд встроенных ограничений на максимальную скорость печати — это ограничения по скорости перемещения печатной головки на опорном каркасе, силе экструзии и длине камеры разжижителя. Инженеры МТИ сумели преодолеть эти ограничения с помощью экструдера особой конструкции, разжижителя нити с лазерным нагревом и опорного каркаса формы H с двумя сервомоторами. Это позволило повысить силу экструзии, скорость нагрева нити и скорость перемещения печатающей головки, соответственно.
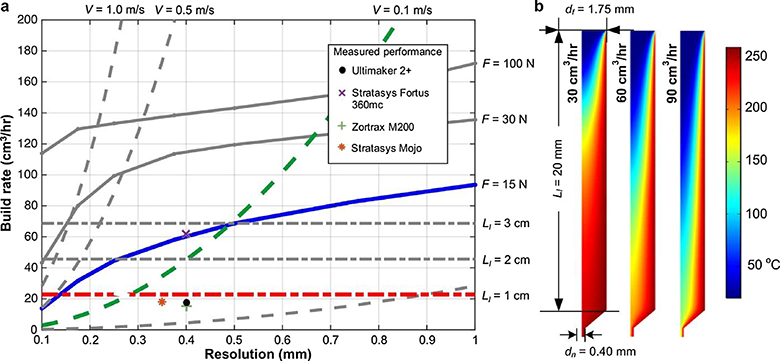
Зависимость скорости печати методом послойного наплавления от разрешения печати в различных моделях принтеров, с ограничениями по скорости перемещения печатной головки на опорном каркасе, силе экструзии и длине камеры разжижителя. Общая площадь под всеми тремя ограничительными кривыми соответствует теоретически возможной скорости системы. Значками показана производительность четырёх коммерчески доступных 3D-принтеров. Справа показано проникновение температуры по теплопроводному материалу, который на высоких скоростях подачи не успевает нагреваться
Механизмы экструзии и нагрева помещены в компактную печатающую головку, которая принимает текстурированные пластиковые нити и быстро их нагревает материал перед печатью.
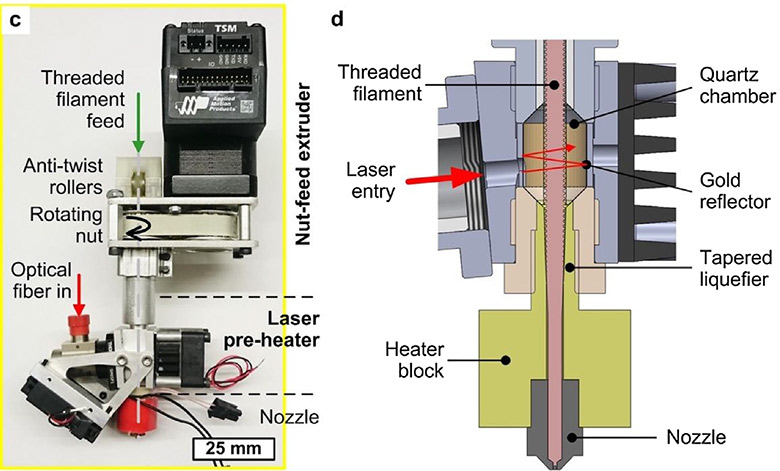
Слева: фотография печатной головки с податчиком и лазерным нагревателем выработочной части (hot end). Справа: модель выработочной части в разрезе. Здесь показано, как лазер взаимодействует с нитью, проходя через кварцевую камеру, покрытую изнутри отражающей золотой фольгой. После камеры лазерного нагрева нить попадает в камеру контактного нагрева
Скорость печати зависит от скорости перемещения печатающей головки, а она, в свою очередь, зависит от разрешения печати. Таким образом, максимальная скорость и максимальное разрешение недостижимы одновременно, так что придётся искать приемлемый компромисс, жертвуя одной из этих двух характеристик.
Разработчики FastFFF считают, что высокоскоростная 3D-печать открывает возможности для новых способов использования этой технологии и для новых бизнес-моделей, когда компактные детали изготавливаются за пару минут, а не за час. Кардинальное ускорение даёт основания полагать, что расширится сфера использования 3D-печати. «Если я могу прототипировать деталь, может быть кронштейн или шестерню, за пять-десять минут, а не за час, или за бóльшую часть обеденного перерыва вместо следующего дня, то я могу быстрее разрабатывать, создавать и тестировать продукты, — говорит Анастасий Джон Харт (Anastasios John Hart), адъюнкт-профессор и директор лаборатории по производству и производительности группы механосинтеза МТИ (Laboratory for Manufacturing and Productivity and the Mechanosynthesis Group). — Если я ремонтник и перевожу быстрый 3D-принтер в автомобиле, то могу печатать по заказу детали для ремонта, как только выясню причину поломки. Не нужно идти на склад и искать эту деталь». Профессор упомянул возможности применения скоростной 3D-печати в неотложной скорой помощи и в районах, удалённых от цивилизации.
Есть ещё вариант приспособить описанную технологию к печати термопластиком на высоких температурах и композитными материалами, требующими больших сил экструзии.
Возможности нового 3D-принтера инженеры продемонстрировали, напечатав детали разной формы (на фото внизу). Печать каждой из них заняла несколько минут.
Научная статья выложена на сайте препринтов arXiv.org 2 июля 2017 года (arXiv:1709.05918v1), а также опубликована 14 октября 2017 года в журнале Additive Manufacturing (doi:10.1016/j.addma.2017.10.016).
Источник


