. Часть 2")
Хотелось бы начать рассказ с конструкции классической испытательной двух винтовой машины, для лучшего понимания работы подобных систем.

Все подобные двухвинтовые (двухколонные) машины устроены примерно одинаково, основное отличие только в приводной части, обеспечивающей вращение ходовых винтов. Винты обычно ставятся ШВП, но в зависимости от класса (категории) машины могут устанавливаться и трапециидальные. Приводная часть машины состоит из двигателя асинхронного (модернизированного энкодером) или серводвигателя, раньше (лет 20 назад) на сколько я знаю, ставили здоровые движки постоянного типа. Двигатель соединяется с раздаточным редуктором – это может быть как один многоступенчатый редуктор или несколько редукторов различного типа, в основном это червячные редуктора, которые комбинируют друг с другом или с редукторами другого типа, например ременными или как показано на схеме раздаточными косозубыми шестернями. Любая подобная машина состоит из основания, в котором располагается приводная часть и электрическая часть, на основании установлена нижняя плита достаточной толщины чтобы избежать прогибов во время испытаний / нагрузки. Вращение винтов обеспечивает движение подвижной траверсы. Винты крепятся в подшипниковых стаканах в верхней плите (иногда и в нижней). Подобная кинематическая схема образует две зоны для испытаний: нижнюю – между нижней плитой и траверсой и верхнюю – между траверсой и верхней плитой. Кинематическая схема машины заложена с двух кратным запасом в отличие от китайских коллег, это увеличивает дополнительную жесткость, что повышает точность и срок службы, который как я слышал должен быть не менее 10лет, но сколько в реальности они служат пока не знаю, хотя судя по старым машинам годов 80-х, то со сроком службы у них все в порядке.
Исходя из простого описания конструкции, наверное становится понятно чем отличается простой магазинный пресс от испытательной машины. Из комментариев к прошлой статья я заметил, что многие путают, или не до поняли, или потому что я не уточнил, что есть два типа машин по типу создания нагрузки (перемещения траверсы): гидравлические и винтовые.
Гидравлические машины обычно рассчитаны на большие нагрузки, от 10тонн и выше (в магазине продаются пресса и на меньшую нагрузку). У них есть такая проблема как точность позиционирования, особенно она зависит от скорости перемещения штока, наличие гидростанции тоже создает некоторые сложности. А устанавливать сервогидравлику очень дорого (по ценам не сориентирую, давно не интересовался). Изготавливать самим, требует достаточных временных и финансовых затрат (почему бы в это не вложится, постараюсь разъяснить в ценообразовании).
Мы (наша организация) в основном разрабатываем и производим винтовые машины с нагрузкой до 20тонн, кинематика которых описана выше.
Магазинные пресса уступают испытательным машинам, так как в них отсутствует определенная жесткость конструкции, датчик силы, нестабильные скоростные характеристики, система получения информации и управления. Да и вообще основное отличие – это назначение, пресс не может являться испытательной машиной.
Испытательная машины является испытательной, если на нее получен сертификат поверки из ЦСМ (Центр Стандартизации, Метрологии), и она занесена в государственный реестр. Так же, исходя из ГОСТа (если такой существует) на испытание того или иного материала, в нем прописан ГОСТ, на требования которым должна соответствовать испытательная машина.
Теперь то, что касается точности. Она помимо жесткости и прецизионности сборки машины еще зависит от класса применяемых датчиков и электроники способной обработать полученные с них данные. В машине используются датчики перемещения (энкодеры) и датчики силы (тензодатчики). В качестве энкодеров в основном используются инкрементные датчики угла поворота от 2000 импульсов на оборот, установленный на один из ходовых винтов. Силовую (нагрузочную) характеристику снимает тензодатчик, обычно они построены на основе тензорезисторов включенных по мостовой схеме.
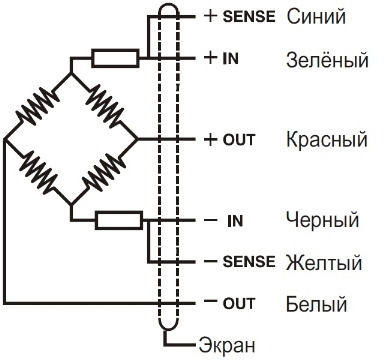
С этого типа датчика получаем аналоговой сигнал, который обрабатывается АЦП и значение передается в основной контроллер. По исполнению они бывают: S-образные, в виде шайбы и бруска. С помощью тонзометрических датчиков можно измерять не только нагрузку но и деформацию, но в очень маленьком диапазоне (1-2мм).
Теперь про ПО (программное обеспечение), расскажу про то которое писал лично, сейчас же используется ПО другого программиста так как я уперся в профессиональные знания, которых у меня не хватало, да и одному заниматься от разработки и производства механики до программного обеспечения – это уже слишком. Упущу описание электронной части, но вкратце скажу что между ней и компьютером происходит двухсторонний обмен информацией. На ПК приходит массив данных о силе и перемещении и времени, также информация о состоянии кнопок, конечников.
В ПО на ПК происходит тарировка (калибровка), значений с датчиков, полученных из массива. То есть происходит соотношение напряжения полученного с датчика силы с реальным значением нагрузки (массы, например кг или Н). Значению полученных импульсов с энкодера тоже присваивается определенно расстояние перемещения ходовой траверсы, точнее происходит соотношение одного импульса датчика с перемещением траверсы. Когда все значения: нагрузка, перемещение, скорость, показываются нам в требуемых величинах, но можно переходить к настройке испытания. Простое испытание в котором требуется определить максимальную нагрузку при которой разрушается образец, настраивается только критерий останова машины при разрушении образца. Что это значит: это условие при котором испытание автоматически завершится, движение траверсы остановится и результаты появятся в таблице. Это условие еще необходимо при сложных испытательных зависимостях, например, таких как на металл. Критерий останова — это процентная составляющая нагрузки, спад которой произойдет за определенное время. Помимо максимального разрушающего усилия можно рассчитать еще много параметров, которые зависят от физических размеров образца. Обычно для набора статистики, испытания складываются в серии испытаний.

Снял не большое видео по программе, думаю, кому сильно интересно то можно разобраться, все подписано на Русском языке.
Вкратце по технической части затронул многое, не знаю, на сколько хорошо и доступно удалось все изложить, пишите в комментариях.
Теперь о наболевшем! О торгашах и «законах рынка»…
Сразу рассказу о ценообразовании. И на сколько я знаю это относится (можно отнести) не только к испытательным машинам.
К примеру, возьмем машину с нагрузкой до 5тонн: Конструирование вместе с производством, покупными элементами обходится в 300т.р. это все штучное производство и постоянно от новой к новой машине, что то правится и добавляется (я имею ввиду конструкцию). Цена указанна с прибылью.
Электрическая часть, в которую входит двигатель, привод, датчики, кнопки, провода, контроллер, компьютер, программное обеспечение, и все вместе с прибылью (ЗП разработчикам) это выходит в 150т.р.
В итоге машина собрана, налажена и готова к работе за 450т.р., остаются некоторые второстепенные расходы на получения сертификата поверки и упаковки, в сумме это не более 15т.р. Внесение одного типа машины в гос. реестр, стоит примерно 250т.р. и на все время производство подобных машин, (эту цену включать в общую стоимость машины пока не будем). Стоимость продажи машины торгашом выходит от 700т.р. Это я описал примерную стоимость бюджетного варианта машины с трапециидальными винтами.
Торгаш, получается, наваривает с продажи одной машины от 200т.р. и больше, но что он в реальности сделал: в виду того, что раньше он работал на дядю в этой области заимел опыт работы и продаж, заимел сайт, нашел разработчиков электроники (самостоятельная организация), разработчиков механики (нас — самостоятельная организация). Как бы он молодец, но чуть снизив свой доход можно было бы увеличить продажи (особенно в кризис) и тем самым увеличились бы заработки разработчиков механики и электроники. А нет, он начал торговаться с нами, чтобы мы снизили цену, но мы и так работаем с минимальной выгодой только чтобы платить заработную плату рабочим, в итоге получилось так что за разработку и конструирование мы не чего не берем. Работаем за идею – глупо конечно в наше время, но работать тоже надо… Здесь наверное не место конечно чтобы рассуждать на этот счет…
Описал на сколько смог ценообразование, про торгашей конечно отдельная история. Дело не в личностях, а в системе, так как им без разницы что продавать, от них страдает экономика нашей страны, да и вообще по моему мнению это женское занятие, но что делать работа есть работа, кушать все хотят, кто знает, может и я лично устроюсь торговать.
Если присутствуют здесь торгаши, прошу не обижаться — «по отдельности вы не плохие ребята».
Источник

_large.jpg "Samsung устранила подтвержденный баг камеры Galaxy S26 Ultra с помощью свежего патча")
