Тестируем модульный принтер «3D СТАРТ» — 2 часть. Настройка ровной печати

В первой части обзора мы познакомили читателей с общими особенностями 3D принтера 3D СТАРТ. Было выявлено, что качество печати заслуживает отдельного внимания и пояснения. Во второй части мы расскажем как настроить принтер, чтобы печать была ровной. Мы подключили монитор и настраивали принтер с его помощью.
Первая часть обзора. Если не настраивать принтер, печать получается не всегда нормальной. Мы покажем как нужно настроить слайсеры и монитор.
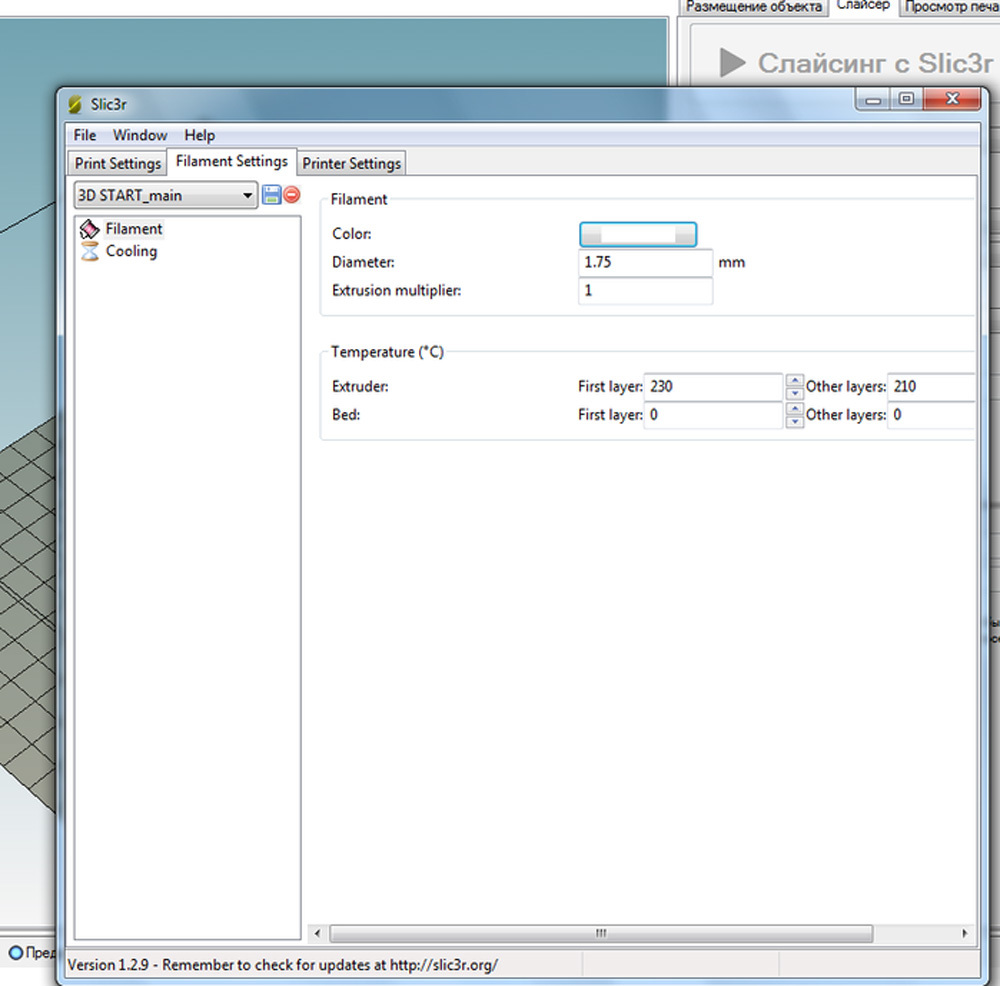
Установка температуры
Выставляем начальную и последующую температуру и диаметр нити.
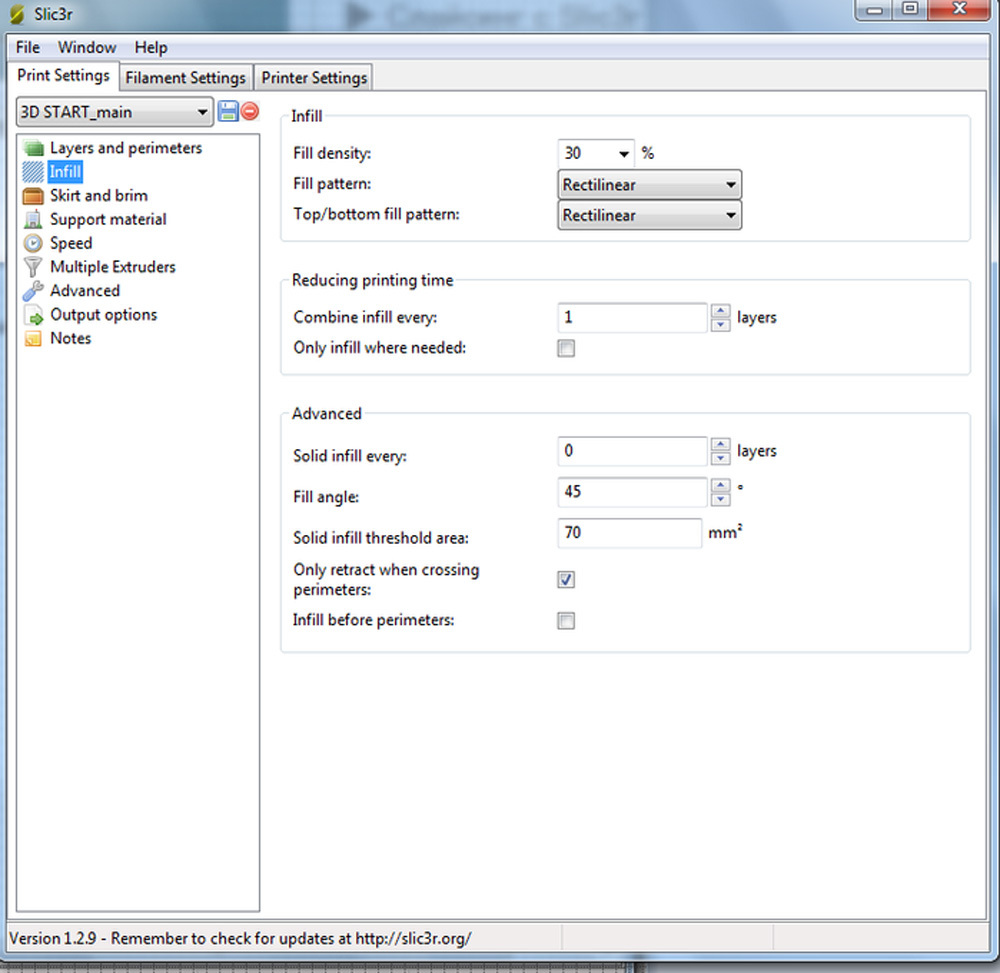
Настраиваем параметр «Одинаковый рисунок заполнения»
Выбираем штриховку Rectilinear, её % можно увеличить, печать будет дольше, но заполнение более плотное.
Типы поддержек
Поддержки бывают трех видов: Rectilinear, Rectilinear Grid, Honeycomb.
Типы заполнения
Типов заполнения больше, чем типов поддержек. Вдобавок они могут отличаться по плотности в зависимости от заданного процента заполнения в настройках слайсера.
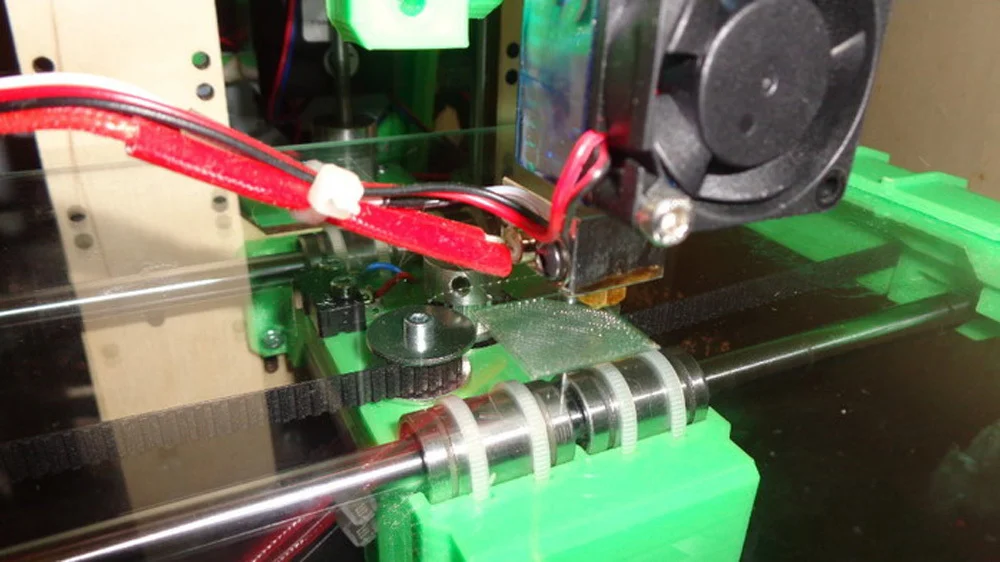
Проблемы при печати первого слоя
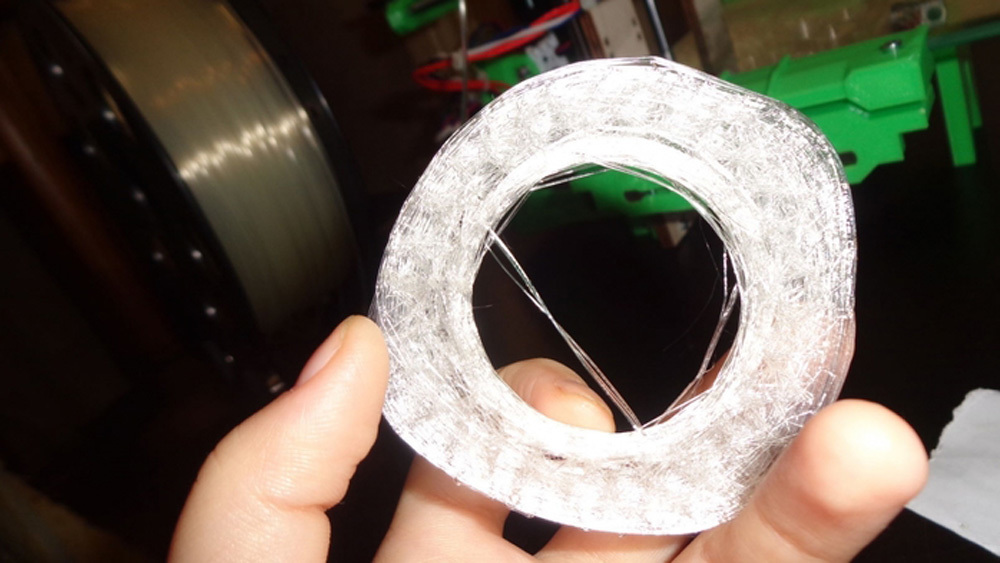
1.1. Сопло находится низко.
Выдавленный пластик при очередном проходе ложится с нахлёстом на пластик, выдавленный в предыдущий проход, образуя волнистую поверхность.
3D Smart controller с монитором
У данного принтера есть возможность подключения 3D Smart controller-а для автономной настройки режимов работы и печати с SD карты.
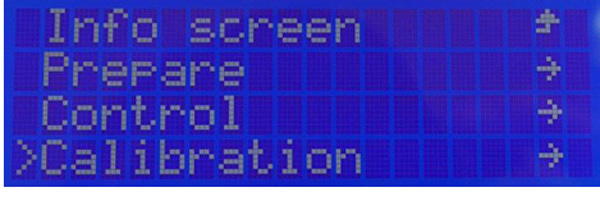
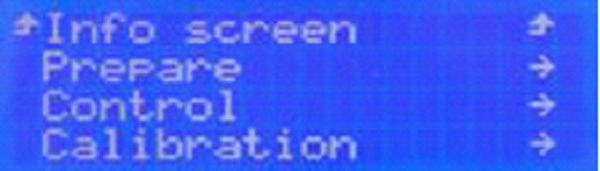
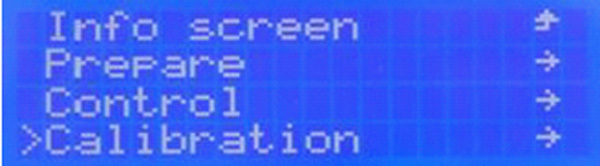
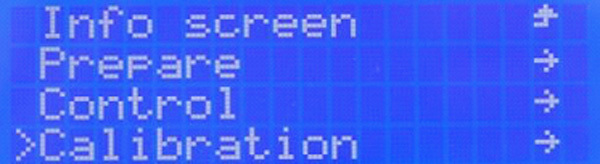
1.2. Заходим в меню управления принтером, нажимаем на ручку энкодера один раз.
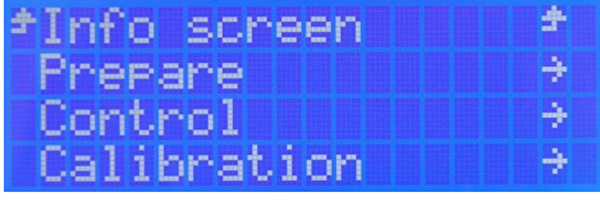
1.3. Поворачиваем ручку энкодера, выбираем вкладку «Calibration».
Выбрав данный пункт нажимаем один раз на энкодер.
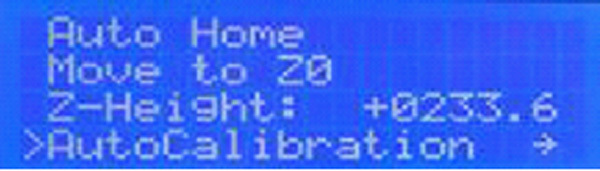
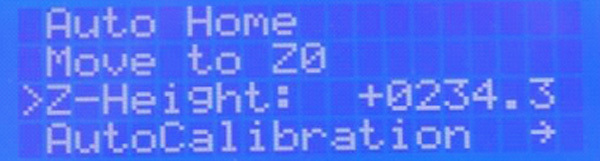
1.4. Поворачивая ручку энкодера, выбираем вкладку «Z-Height».
Выбираем данный пункт, нажимая один раз на энкодер.
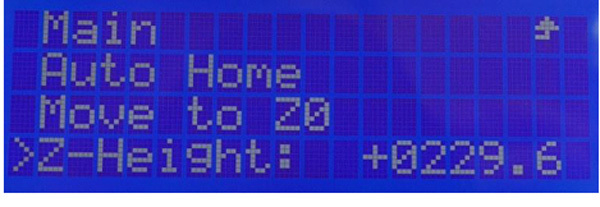
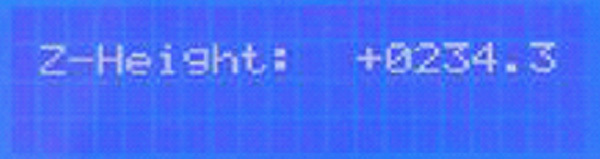
1.5. Поворачивая медленно энкодер по часовой стрелке, меняем значение после запятой на одну единицу, тем самым уменьшая данное значение.
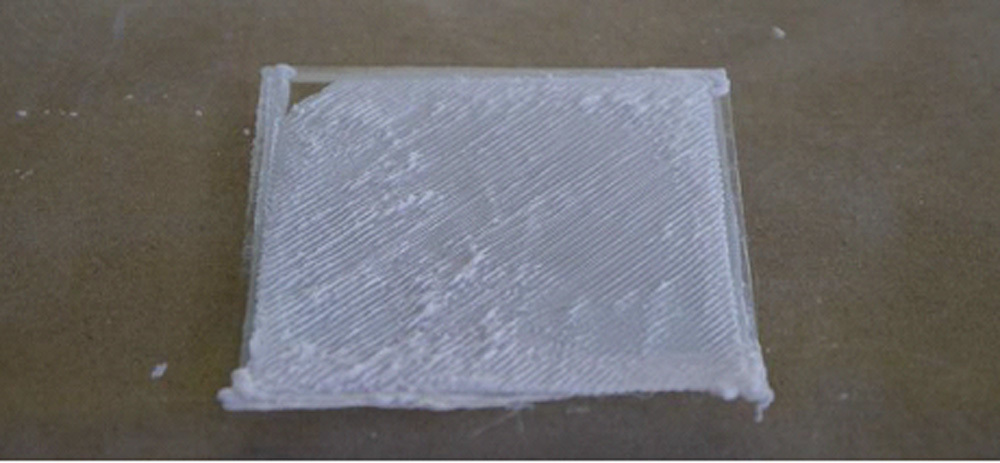
1.6. Сопло находится высоко, выдавленный пластик при очередном проходе ложится, образуя зазор с пластиком, выдавленным в предыдущий проход.

1.7. Выполняем пункты 1.1…1.4, описанные выше. Поворачивая медленно энкодер против часовой стрелки, меняем значение после запятой на одну единицу, тем самым увеличивая данное значение.
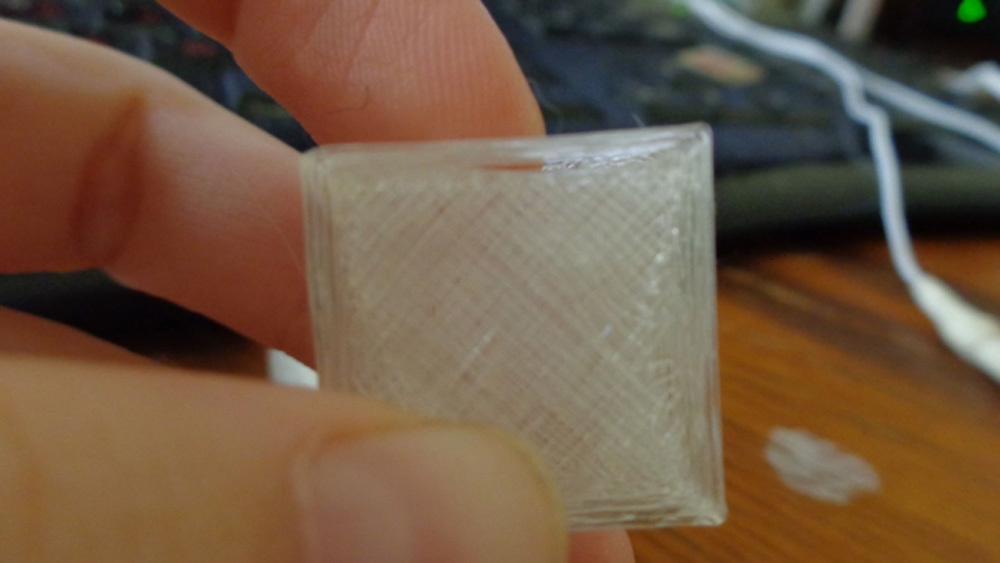
1.8. Печать, при правильно выставленной высоте сопла.
Сторона получается плотной, ровной. Она пока незашкуренная.
Автокалибровка
Автокалибровку необходимо проводить, лишь в том случае, когда высота первого слоя разная на всей поверхности, т.е. у одной оси сопло высоко, а у другой оси сопло низко.
2.1. Убеждаемся в отсутствии остатков пластика на сопле.
2.2. Проверяем, что платформа и печатающая головка принтера не нагреты.
2.3. Заходим в меню управления принтером, нажав на ручку энкодера один раз.
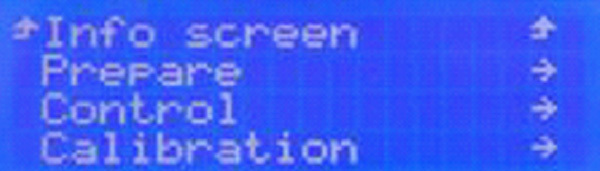
2.4. Поворачивая ручку энкодера, выбираем вкладку «Calibration». Далее нажимаем один раз на энкодер.
2.5. В открывшемся пункте «Calibration», поворачивая ручку энкодера, выбираем пункт «AutoCalibratoin». Нажимаем один раз на энкодер.
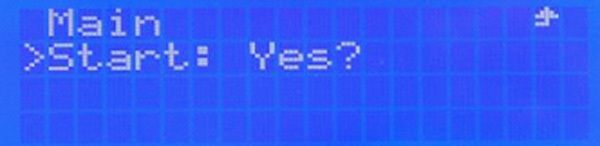
2.6. Для запуска автокалибровки выбрать «Start: Yes?» и нажать на энкодер один раз.
2.7. Когда принтер завершит калибровку, он издаст звуковой сигнал и отведет печатающую голову между осями «Y» и «Z».
2.8. После того, как принтер завершил калибровку, необходимо выставить рабочую высоту. Зайти в меню управления принтером, нажав на ручку энкодера один раз.
2.9. Поворачивая ручку энкодера, выбираем вкладку «Calibration». Нажимаем один раз на энкодер.
2.10. Поворачивая ручку энкодера, выбираем вкладку «Z-Height». Нажимаем один раз на энкодер.
2.11. Поворачивая медленно энкодер влево/вправо уменьшаем/увеличиваем высоту на одну единицу после запятой (234,3-234,2).
2.13. Кладём для проверки требуемого расстояния между соплом и рабочим столом часть альбомного листа. Он должен двигаться между соплом и столом с небольшим трением. Калибровка завершена.
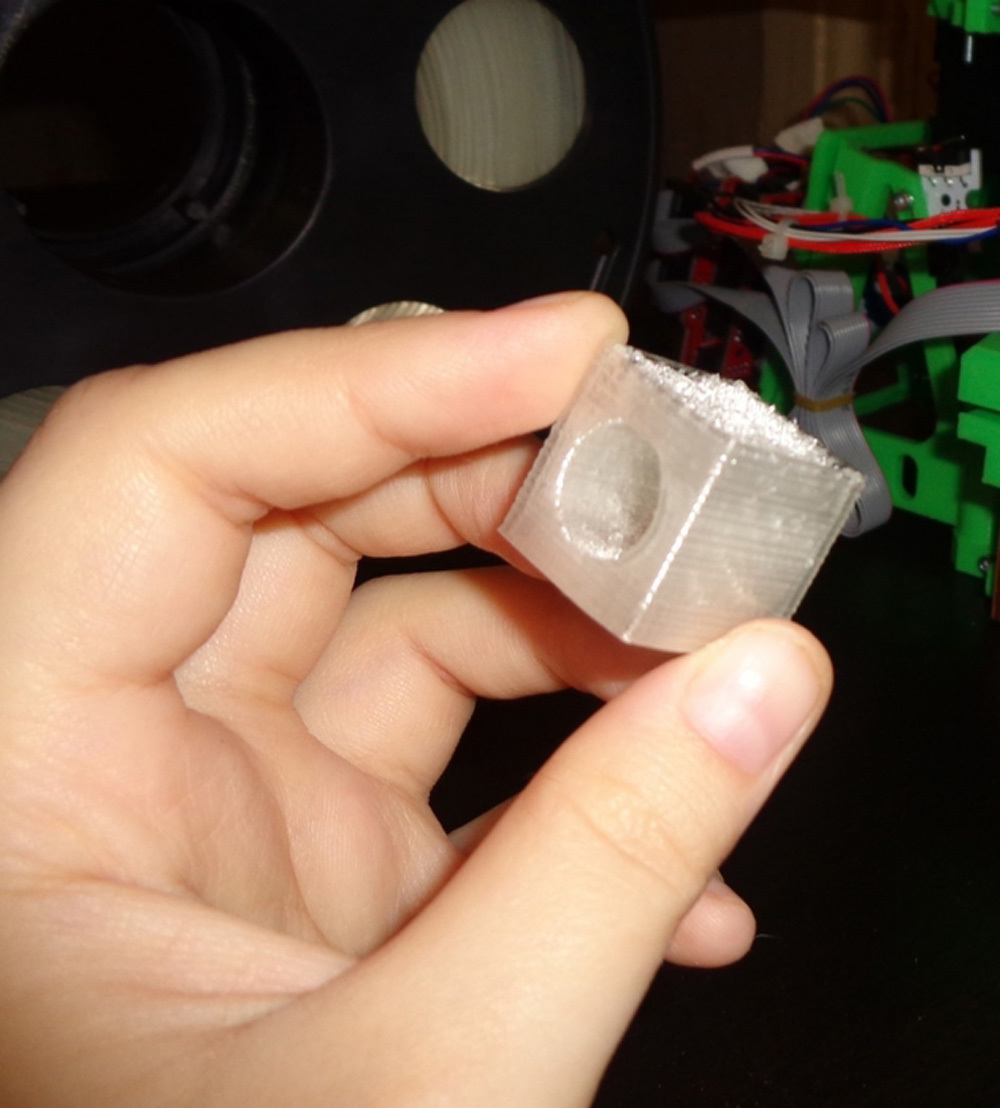
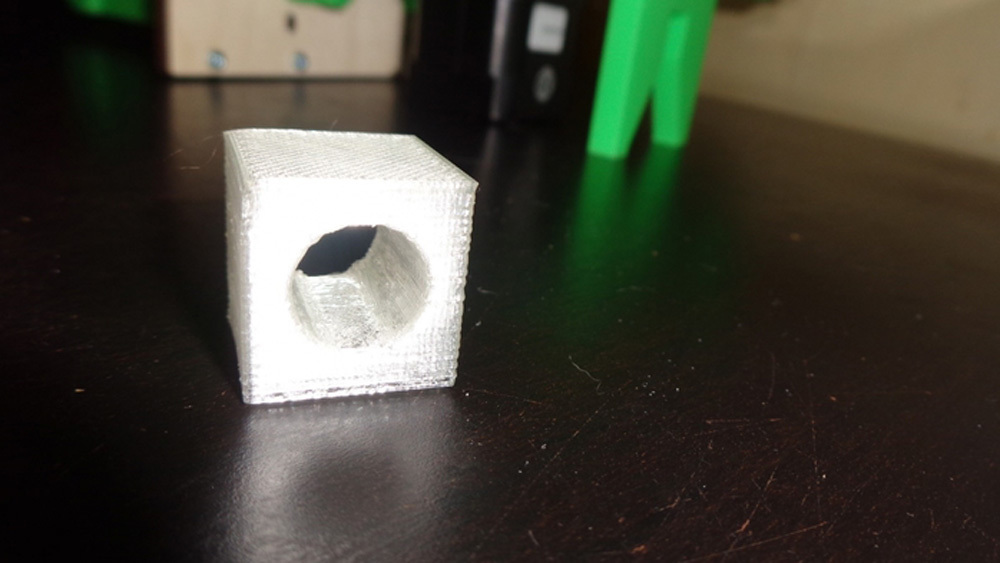
В итоге печати на принтере 3D СТАРТ получаем приличный твердый тестовый кубик.
Подключение принтера к 3D Smart controller-у с монитором не представляет особой трудности.
Автор Елена Зайцева, г. Саратов
Источник
Похожие статьи
 Запущен первый спутниковый флот для обнаружения лесных пожаров на ранней стадии
Запущен первый спутниковый флот для обнаружения лесных пожаров на ранней стадии Россия открывает доступ к квантовому процессору SnowDrop 8Q на 8 кубитов
Россия открывает доступ к квантовому процессору SnowDrop 8Q на 8 кубитов Смартфон Samsung Galaxy A37 перевели на квартальные обновления спустя всего четыре месяца после релиза
Смартфон Samsung Galaxy A37 перевели на квартальные обновления спустя всего четыре месяца после релиза Выручка Azure от Microsoft впервые превысила $100 млрд за год вопреки рекордным инвестициям в ИИ
Выручка Azure от Microsoft впервые превысила $100 млрд за год вопреки рекордным инвестициям в ИИ Первый взгляд на Redmi K100 Pro с батареей на 8500 мАч, зарядкой 100 Вт и камерой 200 Мп в «айфоновом» цвете
Первый взгляд на Redmi K100 Pro с батареей на 8500 мАч, зарядкой 100 Вт и камерой 200 Мп в «айфоновом» цвете В продаже появился 400-литровый холодильник Xiaomi Mijia: тонкий, недорогой и с защитой от бактерий 99,99%
В продаже появился 400-литровый холодильник Xiaomi Mijia: тонкий, недорогой и с защитой от бактерий 99,99% На создание 18 российских самолетов МС-21 выделили финансирование
На создание 18 российских самолетов МС-21 выделили финансирование Все премьеры в одном месте: «Кинопоиск» объединил рекомендации разных онлайн-кинотеатров
Все премьеры в одном месте: «Кинопоиск» объединил рекомендации разных онлайн-кинотеатров